
国際特許分類[B21D22/22]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 型打ち,へら絞り,または深しぼりによる切削しない成形 (1,667) | 深しぼり (1,015) | ブランクの縁を保持する装置をもつもの (38)
国際特許分類[B21D22/22]に分類される特許
1 - 10 / 38
アルミニウム板材の温間プレス絞り成形方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
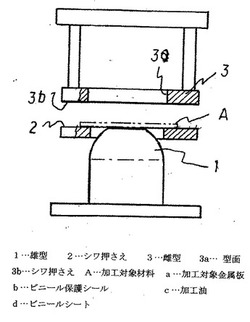
プレス絞り加工方法
【課題】
顕著な表面円滑性を具えた製品加工の実行と、加工油の塗布上の要熟練性の排除が可能化されるようにした新規のプレス絞り加工方法の提供を図る。
【解決手段】
雄型およびシワ押さえ上にセットする加工対象材料として、ビニール保護シールを剥離可能に貼設したもの等を用いる。 そして、当該保護シール表面には加工油を塗布すると共にその塗布表面全体にビニールフィルムを重合させて覆っておく。 このような前処理を行った後にプレス絞り成形を行う。
(もっと読む)
プレス成形用アルミニウム合金製ブランクの製造方法、ならびに、当該ブランクを用いたアルミニウム合金製プレス成形体の製造方法

【課題】塗装焼付硬化性とデザイン自由度を向上させるための成形性、高い表面品質、良好なヘム曲げ性を備えたプレス成形用アルミニウム合金製ブランクの製造方法及びこれを用いたプレス成形体の製造方法を提供する。
【解決手段】時効硬化したAl−Mg−Si系Al合金から成るプレス成形用Al合金製ブランクの製造方法であり、パンチ頭部とパンチ縦壁部の間に屈曲部として存在するパンチ肩部より内側領域をプレス方向に対して垂直な面に投影したブランク領域Aの任意領域Xを部分的な復元処理部とし、これが到達温度200℃以上300℃以下の加熱工程とその後の100℃以下までの冷却工程によって形成され、加熱工程では100℃から到達温度までの昇温速度を5℃/秒以上、到達温度での保持時間を20秒間以下とし、冷却工程では100℃以下までの冷却速度を5℃/秒以上とするブランクの製造方法。
(もっと読む)
被プレス加工物の位置決め構造及びプレス加工装置
【課題】板状の被プレス加工物を熱間プレス加工する際にプレス金型に対して高精度に位置決めできるようにして、精度の高いプレス加工を行う。
【解決手段】被プレス加工物の位置決め構造Yは、加熱された板状の被プレス加工物を熱間プレス用のプレス金型20に位置決めするためのものである。被プレス加工物の位置決め構造Yは、プレス金型20に設けられ、被プレス加工物に形成された位置決め穴に挿通する位置決めピン22と、プレス金型20の成形面20aの周囲に設けられ、被プレス加工物Wの周縁部に接触して被プレス加工物Wの振れを抑制するとともに、プレス加工前の位置決めを行うための振れ抑制部材23,24とを備えている。
(もっと読む)
エキスパンドメタル製容器及びその製造方法
【課題】耐強度が高く、しかも開口率が高い容器を提供する。
【解決手段】容器本体1の全体をエキスパンドメタル4によって形成し、容器本体1の上縁部2に縁枠3を設けると共に、縁枠3に取っ手14を設ける。そして、その製造方法は、 下型の凹部にエキスパンドメタル板を載置した状態で上型における凸部を凹部に挿入することで、プレス形成するものであって、凸部の外側周囲に設けられた押さえ部材によりエキスパンドメタル板の縁側を押さえると共に、この押さえ力はエキスパンドメタル板の縁側が凹部に引き込まれるように滑り可能に調節される。容器本体1において、エキスパンドメタル4がほつれるようなことはないので耐強度が高く、しかも孔5による開口率が高くなり、水洗した野菜などを収容したときの排水性を高めることができる。
(もっと読む)
製品長が異なるプレス品のプレス装置
【課題】
絞り加工を行う際、金型の共用を可能にするとともに、製品長の長さ調整を簡単に行うことができ、コスト低減を図ることができる製品長が異なるプレス品のプレス装置を提供する。
【解決手段】
プレス装置の上型60及び下型20は、それぞれ、ダイ本体62、ポンチ本体22と、各本体62、22に接続可能なロング製品形成用の分割ダイ66,分割ポンチ26と、分割ダイ66,分割ポンチ26よりもダイ本体62の長さ方向において短い形成されて前記本体62、22にそれぞれ接続可能なショート製品形成用のシワ押さえ金型72、32を備える。ロング製品形成用の分割ダイ66,分割ポンチ26とシワ押さえ金型72、32とを使い分ける。
(もっと読む)
プレス成形品およびその製造方法
【課題】深絞り加工が可能な程度に成形性が良好なプレス成形品を製造するための有用な方法、およびプレス成形品を提供する。
【解決手段】パンチおよびダイを用いて薄鋼板をプレス成形して成形品を製造するに当り、薄鋼板をAc3変態点以上の温度に加熱した後、フェライト変態が生じる臨界冷却速度以上の冷却速度で冷却し、ベイナイト変態が開始する温度よりも160℃高い温度以下から成形を開始する。
(もっと読む)
プレス成形品の製造方法
【課題】金型を複雑に構成することなく、必要によって鋼板表面にスケールが形成されることによる不都合を招くことなく、深絞り加工が可能な程度に成形性が良好なプレス成形品を製造するための方法を提供する。
【解決手段】プレス成形方法は、パンチ1およびダイ2を用いて薄鋼板4をプレス成形して成形品を製造するに当り、薄鋼板4をAc3変態点以上の温度に加熱し、プレス成形を開始し、成形高さの1/3に至った段階で、前記薄鋼板内の温度差が200℃以内となるようにして成形する。
(もっと読む)
熱間成形品の製造方法
【課題】深絞り加工が可能な程度に成形性が良好な熱間成形品を製造するための有用な方法を提供する。
【解決手段】パンチおよびダイを用いて薄鋼板を熱間で成形して成形品を製造するに当り、薄鋼板をAc3変態点以上の温度に加熱した後、(フェライト変態開始温度+50℃)以下の温度から成形を開始する。
(もっと読む)
プレス成形方法
【課題】底面から縦壁部に材料を流入させるプレス成形において、コーナー部に破断を生じさせることなく成形可能な方法を低コストに提供する。
【解決手段】ブランク材10の底面3に相当する領域に予め複数の脆弱部(穴部12)を形成し、この脆弱部の数、位置、及び形状を適宜設定することにより、コーナー部8へ向けて外縁4と直交する方向に流動する底面3の材料の流動量Bよりも、直線部9に向けて外縁4と直交する方向に流動する底面の材料の流動量Aが多くなるように制御し、直線部9の材料をコーナー部8へ回り込ませる。
(もっと読む)
1 - 10 / 38
[ Back to top ]