
国際特許分類[B21D3/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 金属棒,金属管,金属プロフィル,またはそれから作られた特殊な物品であって,金属板の部分を含むかあるいは含まないものの矯正または形状の回復 (193)
国際特許分類[B21D3/00]の下位に属する分類
ローラによるもの (96)
ラムとアンビルまたはアバットメントの間でのもの (23)
ねじりを伴うかまたは伴わない引張りによるもの (4)
再輪郭付け (50)
特別に適用された方法または手段により金属棒,管,またはプロフィル,例.クランクシャフト,から作られた特定物品のもの (9)
国際特許分類[B21D3/00]に分類される特許
1 - 10 / 11
内面螺旋溝付管の製造方法および製造装置
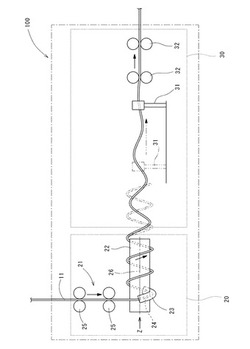
【課題】寸法精度が高く、且つフィン高さの高い内面螺旋溝付管が得られるとともに、細管に対応でき、捻れ角の大きい内面螺旋溝を形成することが可能な生産性に優れる内面螺旋溝付管の製造方法および製造装置を提供する。
【解決手段】内面に長さ方向に沿う複数の直線溝が周方向に間隔をおいて形成された管材11を、送りフィーダ21を用いて送り出しながら、管材11の外径と略同寸法の内径のガイド孔24(管材11の外径と略同寸法の内径の少なくとも半円状断面のガイド溝)を有し、且つ螺旋の一部を構成するように円弧状に設けられたガイドレール23に挿入することにより、コイルばね状に形成するコイルばね形成工程と、そのコイルばね状に形成された管材11のコイル軸線26の延長線に沿って一定の張力を負荷しながら直管状に抜き取ることにより、管材11に捻りを加える抜取り工程とを有する。
(もっと読む)
曲り矯正装置

【目的】安価な構成で、線材単体はもとより、予め組み付けられた枠材の一部に生じた曲げ変形であっても、コンパクトに持ち運べて曲げ発生場所で円滑に曲げ矯正作業を行うことのできる曲り矯正装置を提供することを目的としている。
【構成】曲り部位32を挟んで線材30を各フック7に当接させた状態で曲り部位32にフック10を当接させながら、螺子部14と螺子部5の螺合を進行させて、線材30と各フック7との当接点に反力を生じさせ曲り部位32を挟んで固定保持して、フック10の上湾曲部11より螺合締結力を矯正力として曲り部位32に与えて押圧して押し下げていく。螺合締結力を曲り部位32に付与して押し下げることにより曲り部位32を真直状態32aに復帰させる曲げ矯正作用を働かせることができる。
(もっと読む)
継目無鋼管用素管における外面押込み疵の抑制方法
【課題】熱間製管された後、ストレートナーによる矯正が施され、その後冷間加工に供される素管(継目無鋼管用素管)における外面押込み疵の抑制方法を提供する。
【解決手段】ストレートナーによる矯正時に、ストレートナーを構成するロールの全面に冷却水の散布を行うとともに、ストレートナーロールに加える荷重を550kN以下として、素管を軽圧下する。軽圧下の手段として、熱間製管後の500〜550℃の温度範囲にある素管に対して曲がり除去等の矯正を加えるホットストレートナーを使用するのが効果的である。ロール全面への冷却水の散布は、冷却水ノズルの先端形状の広角化、冷却水ノズル5の適正な配置、および冷却水の散布水量の増大のうちのいずれか一以上の手段により行うことが望ましい。
(もっと読む)
パイプ部材成形装置、パイプ部材成形方法、感光体ドラム及び現像スリーブ
【課題】真円度や円筒度を容易に得ることができる薄肉パイプ成形装置及び薄肉パイプ成形方法を提供することにある。
【解決手段】薄肉パイプ4を成形する薄肉パイプ成形装置において、前記薄肉パイプ4と、その外径に対して所定のクリアランスを持たせた内径を有する金型2、3とからなり、前記金型2、3内に挿入された前記薄肉パイプ4は、挿入されたままの状態で適宜な範囲に昇温され、かつこの上昇した温度で適宜な時間保持された後、徐冷されるアニールを受ける。
(もっと読む)
棒材の検査装置
【課題】厳しい横断面形状を保証するための検査を、曲がり矯正後の判別ライン内で行えるようにする。
【解決手段】棒材1の曲がり検査のための許容値を加味した内径の3個のスリーブ12a〜12cと、これらのスリーブ12a〜12cを固定する、その軸中心に沿った断面が形成するように分割した第1のハウジング12dと、前記許容値より小さい、外径検査のための許容値を加味した内径の1個の円筒ゲージ13aと、この円筒ゲージ13aを固定する第2のハウジング13bからなる棒材の検査装置11である。第1と第2のハウジング12d,13bを、棒材1の搬送方向に所定の間隔を存して配置する。スリーブ12a〜12cの軸中心と円筒ゲージ13aの軸中心が同一線上にあるように、円筒ゲージ13aをスリーブ12a〜12cの上流側に設ける。
【効果】外径の上限寸法を保証するための検査と曲がり矯正後の検査を同時にオンラインで行なうことができる。
(もっと読む)
小径電縫鋼管の製造方法
【課題】矯正割れを有利に防止できる小径電縫鋼管の製造方法を提供する。
【解決手段】帯鋼10を連続的に払出しながら帯幅を丸めて管状に成形し、該管状成形体を電縫溶接して管11となし、該管を所定の長さに切断後、矯正する小径電縫鋼管の製造方法において、矯正前後の管先端部温度を25℃以上に確保する。あるいはさらに、切断に用いる回転刃5の厚みを3.0mm以下とする、及び/又は、電縫溶接の条件を、該溶接部のHAZ幅が(0.4t+1.83)mm以下(t:帯鋼板厚(mm))となるように設定する。
(もっと読む)
棒鋼の矯正機における昇降可能な扉の開閉機構
【課題】 転がり軸受の内輪と回転軸の間に摺動抵抗を小さくするための間隙を確保する必要があり、転がり軸受にとって適正な嵌めあい寸法とすることができず、このため転がり軸受が破損して扉の回転が重くなり、容易に開閉することができなくなっていた問題を解消する。
【解決手段】 矯正機の扉4の回転軸8の下部に昇降装置7を設け、回転軸8と扉4が共に昇降し得る機構とすることで、回転軸8と扉4の接続腕に設けた転がり軸受12の内輪と回転軸8との間で上下に摺動する必要をなくすことによって、転がり軸受12にとって適正な嵌めあい寸法を得ることが容易にでき、さらに回転軸を摺動自在に挿通した滑り軸受11を設けたことで、回転軸8と扉4の接続腕に設けた転がり軸受12が受ける負荷を、回転軸8を挿通した滑り軸受11でも負荷を分担することにより、転がり軸受12にかかる負荷を軽減する。
(もっと読む)
金属条材の曲げ加工方法
【課題】 H形鋼等の異形断面の金属条材を、フランジの倒れや反りを抑制して熱間曲げ加工を行う方法を提供する。
【解決手段】 H形断面の金属条材1を熱間曲げ加工するに際し、曲げ変形を生じている部分の断面においてフランジ1a、1bの先端部1ae、1beをウェブ1cにつらなる中心部1ac、1bcよりも高温とし、塑性変形しやすくすることで、ウェブ1cで拘束された中心部1ac、1bcに容易に追従して変形させ、フランジ先端部の倒れや反りを防止する。また曲げ変形後の冷却時において断面内の部位によってスケジュールに差を設け、断面形状を変形させることで、曲げ変形時に生じた断面変形を矯正する。
(もっと読む)
管用伸長−歪み取り及び曲げ装置
【課題】正確に真っ直ぐで、概して平行な脚部を有し、フィン積層体に容易に組み合わせ可能なU字形管を製造する管歪み取り装置と管曲げ装置を組み合わせた装置を提供する。
【解決手段】第1のクランプ20、送りベルト装置30又はベルト供給機、管切断機35、管曲げ機40、第2のクランプ、を含み、管は、これらを介して順次送られる。クランプは、ダイスばねを組み込まれ、不規則な寸法の管を締め付けて固定することが可能である。第1及び第2のクランプは、管を締め付け固定するように作動され、第1のクランプは、第2のクランプから予め選択された量だけ管を伸長し歪み取りするように変位される。さらに管は管切断機35により切断される。切断された管は、管曲げ機40によりU字形状に曲げられ、管曲げ機から取り除かれる。さらに管は、送りベルト装置又はベルト供給機により次のサイクルのために装置内に引き込まれる。
(もっと読む)
黄銅材及びその製造方法
【課題】冷間引抜材の強度を同等以上に維持しつつ、残留応力を緩和できる加工方法による黄銅材の製造方法及び、それにより得られる黄銅材の提供を目的とする。
【解決手段】黄銅合金からなる素材を用いて、冷間加工工程を経た後に実質的に熱処理することなく、ねじり及びねじり戻し加工することを特徴とする。
好ましくは、黄銅合金をビレットに鋳造したものを押出加工して押出材を製造し、この押出材を冷間加工にて引抜材を製造し、実質的に熱処理することなく、この引抜材をねじり及びねじり戻し加工することを特徴とする。
(もっと読む)
1 - 10 / 11
[ Back to top ]