
国際特許分類[B21D39/08]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 物体または部品を結合するための方法の適用,例.鍍金以外の金属板での被覆;拡管装置 (743) | 拡管装置 (130)
国際特許分類[B21D39/08]の下位に属する分類
拡管にのみ使用するローラをもつもの (7)
拡管とフランジ加工に使用するローラをもつもの
ボールをもつもの (2)
トルク限定装置を有するもの
特殊形状のローラ
マンドレル,例.拡張可能なもの,を有するもの (82)
国際特許分類[B21D39/08]に分類される特許
1 - 10 / 39
多角形断面部材の電磁成形方法
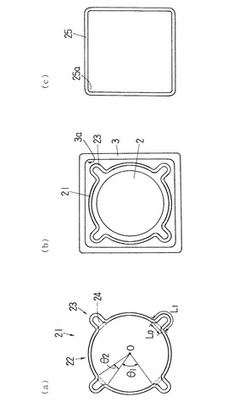
【課題】筒状の周壁を有するアルミニウム合金素材を電磁成形で拡管し、多角形断面の部材を成形する場合に、断面のコーナー部のRをより小さく成形できるようにする。
【解決手段】アルミニウム合金素材21の断面が、略円形の基本断面24の周方向に沿った複数の円弧状領域22と、円弧状領域22に挟まれた複数の凹凸領域23からなる。凹凸領域23では、周壁が基本断面24から外れて外向きに突出し、各凹凸領域23の周壁の周長L1は、同領域が基本断面24の周方向に沿って円弧状に形成された場合の周長L0より長い。各凹凸領域23は金型3のコーナー部3aに対向して配置される。電磁成形用コイル2がアルミニウム合金素材21の中に配置される。
(もっと読む)
バンパー構造体の製造方法

【課題】電磁成形を利用してバンパーリインフォースとステイ素材を接合し、バンパー構造体を製造する場合に、接合後のバンパー構造体を時効処理することに伴う問題点、例えば時効処理の効率が悪い点(炉内に多数積み重ねたとき空間ばかりが多くなる)、時効処理後の精度低下等の問題を解消する。
【解決手段】質別T1の6000系アルミニウム合金押出材を所定寸法に切断して第1ステイ素材とし、これを電磁成形により拡管して、後方側に比較的大径に張り出した筒状部と、後端に取付用フランジ11を有する第2ステイ素材を成形する。第2ステイ素材に時効処理を施して質別T5とした後、質別T5の7000系アルミニウム合金押出材からなるバンパーリインフォース1の前後の縦壁3,4に形成された穴7,8に後方側から嵌入し、後方側の縦壁4付近より前方側に位置する部分を電磁成形により拡管し、両者を接合する。
(もっと読む)
非磁性管の拡管方法および熱交換器の製造方法、ならびに拡管装置
【課題】安定した導通を確保することができ、径に比較して長さが長い非磁性管の拡管を高い加工率で可能とする非磁性管の拡管方法および熱交換器の製造方法、ならびに拡管装置を提供する。
【解決手段】外周が絶縁され、端部5aにおいて導通部5が露出した導体2を、非磁性の被加工金属管1の管内に挿入する挿入工程と、被加工金属管1の一端部4aを縮径して縮径部4を形成し、縮径部4を導通部5に密着させる密着工程と、被加工金属管1と導体2とに流れる電流の方向が対向するように電流を流すことで被加工金属管1を拡管する拡管工程と、を有することを特徴とする。
(もっと読む)
拡管工具
【課題】適切な拡管作業を可能にすること。
【解決手段】管材Pを液圧で内方から押し広げて管穴に固定させるマンドレル部13の外周面上に軸線方向に間隔を空けて2つの液封部を配置する。液封部は、液体排出口13c側から順に、前記外周面上を軸線方向に移動可能な環状弾性部材15,16、環状弾性部材15,16に対向させたテーパ状の傾斜面を有する環状ガイド部材17,18及び環状ガイド部材17,18からの押圧力で圧縮して外径が拡大する環状変形部材19,20と、その移動が不能な環状係止部材21,22と、を備える。環状弾性部材15,16は、管材Pの内径よりも外径が小さく且つ前記傾斜面上を軸線方向に沿って移動できるよう成形する。環状係止部材21,22やその外周面上の環状位置決め部材23,24には、環状位置決め部材23,24の夫々の環状の端面側にできる空間を連通させる連通溝21a,22aを設けることが好ましい。
(もっと読む)
エネルギ吸収部材
【課題】新規の金型設計又は複数の工程の追加による製造コストの増加を防止し、エネルギ吸収性能を低下させることなく、低コストで製造することができるエネルギ吸収部材を提供する。
【解決手段】アルミニウム合金製の筒状の外筒部材1内に、筒状の内筒部材2を挿入し、この状態で、外筒部材1及び内筒部材2を電磁拡管成形する。これにより、外筒部材と内筒部材とがその接触面の全域又は接触面の一部で密着する。このエネルギ吸収部材は、その軸方向に衝撃荷重が印加されたときに、軸方向に圧縮変形して衝撃エネルギを吸収する。
(もっと読む)
電磁拡管成形用インダクタ及びその製造方法
【課題】コイル導線に作用する電磁反力を低減し、樹脂含浸繊維層によって被覆された導線と軸部との界面に作用する剪断応力を低減して、耐久性を向上させ、長寿命化した電磁拡管成形用インダクタ及びその製造方法を提供する。
【解決手段】電磁拡管成型用インダクタ1は、ボビン2の長手方向の両端部の夫々第1及び第2の区間11,12において、コイルが離隔して配置され、第3の区間において、コイルが接触するように配置されている。第3の区間における導線の中心間距離d+d2は、第1及び第2の区間における導線の中心間距離d+d1に対する2乗比(d+d2)2/(d+d1)2で、0.30乃至0.82である。
(もっと読む)
接合固定方法及び液圧成形装置
【課題】液圧成形される本体部品10にアーク溶接により別途の付帯部品20を接合固定する際の仮止め工程を省略しつつ全体の工程数を削減する。
【解決手段】本体部品に付帯部品を接合固定するための接合固定方法は、本体部品10の被接合部11と付帯部品20の基端に突設された接合部23とが互いに対向するように、本体部品10と付帯部品20とを配置するステップと、本体部品10の被接合部11とは反対側の面に液圧Pを作用させることで本体部品10を液圧成形するステップと、液圧成形される本体部品10の被接合部11に、付帯部品20の接合部23を貫通させることで本体部品10に付帯部品20を接合固定するステップと、を有する。
(もっと読む)
アルミニウム合金製バンパーシステムの製造方法及びアルミニウム合金製バンパーシステム
【課題】電磁成形による拡管を利用して、7000系アルミ合金押出材からなるバンパービームに、6000系アルミ合金押出材からなるバンパーステイ素材を接合して、バンパーシステムを製造する場合に、バンパーシステムの特性を低下させることなく、人工時効硬化処理を1回で済ませる。バンパーステイとバンパービームの結合力を向上させる。
【解決手段】T1調質の7000系アルミ合金押出材からなるバンパービームに前後方向に貫通する穴を形成し、T1調質の6000系アルミ合金押出材からなる管状のバンパーステイ素材を前記穴に嵌入し、電磁成形によりバンパーステイ素材を拡管し、前記穴の内周面に密着させてバンパービームに接合する。得られたバンパーシステムを、前記バンパービームが過時効処理となるように人工時効硬化処理する。
(もっと読む)
多管式熱交換器の管取付け方法、及び、多管式熱交換器の管取付け装置
【課題】作業効率が高く、多管式熱交換器を量産できる多管式熱交換器の管取付け方法を提供する。
【解決手段】多管式熱交換器の管板700に設けた複数個の孔に複数個の伝熱管600を挿入する。絶縁被覆された導体素線300を渦巻き状に巻回して形成された平板状コイル100を、その平面が前記伝熱管600の管軸に対して垂直になるように配置する。そして平板状コイル100に通電して前記伝熱管600の管軸方向に磁場を形成すると、伝熱管600に生じた誘導磁場により伝熱管600の管端部が拡管して管板700に取り付けられる。
(もっと読む)
接合構造体の製造方法
【課題】電磁成形によりバンパービームにバンパーステイを接合してバンパー構造体を製造する方法において、バンパービームの前壁及と外壁が薄肉化されていて、電磁成形時の投入エネルギーを抑える必要がある場合でも、バンパービームとバンパーステイの間で必要な接合力が確保できるようにする。
【解決手段】筒状のアルミニウム合金押出材の一端を拡開して、バーリング穴13の前面側開口周縁部の形状に沿った軸フランジ18を有するステイ中間材3Aを予め作成する。バンパービーム2の潰し加工した端部にバーリング穴13を形成し、バーリング穴13に前方側からステイ素材3Aの軸部15を挿通して、軸フランジ18をバーリング穴13の前面側開口部に当接させる。その状態でステイ素材3Aを電磁成形により拡管し、軸部15をバーリング穴13に密着させ、かつバーリング穴13の後方側を外径方向に張り出させて張出部19を形成する。
(もっと読む)
1 - 10 / 39
[ Back to top ]