
国際特許分類[B21D41/04]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 管端の径を変化させるための方法の応用 (199) | 減少させるもの;閉じるもの (114)
国際特許分類[B21D41/04]に分類される特許
1 - 10 / 114
段差付き角パイプの製造方法
【課題】管端を連結して用いられる建築用角パイプとして、簡便な装置と単純な製造工程により、外観が良好な段差付き角パイプを低コストで得る。
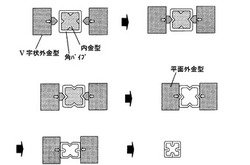
【解決手段】断面が矩形の角パイプの管端四面に被加工角パイプの長手方向に平行なV溝を設けて蛇腹状にした後、V溝を設けた各面を表面が平らな平面外金型で加圧し、角パイプの管端を縮径する。
管端四面でのV溝の形成は、角パイプの縮径箇所の内側にV字状の凹面が形成されている内金型を挿入し、その凹面に相対する位置にV字状の突起を表面に有すV字状外金型を角パイプの外側に配置して、そのV字状外金型を角パイプの各面へ押付けることによりなされる。
(もっと読む)
段差付き角パイプの製造方法

【課題】管端を連結して用いられる建築用角パイプとして、簡便な装置と単純な製造工程により、外観が良好な段差付き角パイプを低コストで得る。
【解決手段】断面が矩形の角パイプの管端四面に被加工角パイプの長手方向に平行なV溝を設けて蛇腹状にした後、V溝を設けた各面を表面が平らな平ロールで加圧して角パイプの管端を縮径する。
管端四面でのV溝の形成は、角パイプの縮径箇所の内側にV字状の凹面が形成されている内金型を挿入し、その凹面に相対する位置にV字状の突起を表面に有するV字状ロールを角パイプの外側に配置して、そのV字状ロールを角パイプの各面へ押付けることによりなされる。
(もっと読む)
プレス成形方法及び装置
【課題】 簡単かつ低コストな構成でありながら、プレス成形により肉厚の異なる部位を有する成形品を成形する場合であっても、座屈やカーリング等を発生させることなく、均一で安定して高品質な製品を得ることができるプレス成形方法及び装置を提供する。
【解決手段】 本発明は、肉厚の異なる部位を有する円筒状部材をプレス成形するプレス成形装置であって、素材1へのプレス力の作用によって移動する素材先端1Cの移動に制限を加えることでプレス方向と交差する方向へ素材1の一部を増厚するものにおいて、増厚される部位の素材側面と常時接触する可動金型2を備え、該可動金型2によりその増厚を抑制する方向に素材1を所定圧力で押圧しながら、素材1の一部を増厚して肉厚の異なる部位を有する円筒状部材をプレス成形することを特徴とする。
(もっと読む)
鉄筋の機械継手の製造装置、及び製造方法
【課題】鉄筋の機械継手を製造する技術、及び塑性加工を行って機械継手の強度を高める技術を提供する。
【解決手段】心金5が差し込まれたワークW1を押圧するパンチ32と、パンチ32がワークW1と共に突入する、大径部421と小径部422とからなる成形孔42aを備えたダイ42と、パンチ32と連動して成形孔に突入するノックアウト46と、を有するプレス機と、ワークW1の貫挿孔内に差し込まれると共に、ノックアウト46からの押圧力を受ける心金ピン54を有する心金5とにより、パンチ32によりワークW1をダイ42内に押し入れる工程と、ノックアウト46により、ワークW1の貫挿孔の開口端から食み出した心金5の心金ピン54を押圧して、心金5をワークW2の貫挿孔から押し出す工程と、ノックアウト46により、ダイ42内に押し入れられたワークW2を、ダイ42外へ押し出す工程とを実行する。
(もっと読む)
金属製パイプのプレス成形装置およびプレス成形方法
【課題】プレス成形により複数種類の形状または大きさの異なる金属製パイプを成形する際の段取りを効率よく行なうこと。
【解決手段】金属製パイプ90の長手方向の一端部90bを保持する保持金型20a,20bと、保持金型20a,20bに保持した金属製パイプ90の長手方向の他端部90aを段階的にプレス成形する各段階に対応させて異なる成形面成形面50a1,50a2,50a3,50a4で構成した複数の成形金型30a,30bと、保持金型20a,20bと成形金型30a,30bのうち少なくとも一方の金型を他方の金型に対して移動させて段階的な各プレス成形を連続して行なう連続成形手段32,34とを備えた金属製パイプ90のプレス成形装置10,11の保持金型20a,20bを、成形金型30a,30bの配列数より少ない配列数で成形金型30a,30bに対して対向配置する構成とした。
(もっと読む)
スウェージング装置
【課題】本発明の一側面は、駆動部のロッドと従動部のコレットとの間で設定値を超えた荷重を吸収して、スウェージング工程を円滑にするウェージング装置を提供する。
【解決手段】本発明の一実施形態に係るスウェージング装置は、直線からテーパ状態に拡張された開口を有するカンに電極組立体を挿入した後、前記開口を直線に狭めるカンスウェージング工程に使用されるコレットハウジング、前記コレットハウジングで軸方向に投入される前記カンの前記開口をスウェージングするコレット、前記コレットハウジングに内蔵されて、前記コレットに前記軸方向に連結される緩衝部、及び前記コレットの反対側で前記緩衝部に前記軸方向に連結されて、スウェージング荷重を伝達するロッドを含む。
(もっと読む)
プーリの成形方法
【課題】筒状の金属部材から無段変速機のプーリを成形する方法を提供する。
【解決手段】筒状の金属部材4をプレスして固定プーリ1を成形する場合に、シーブ3の外周端となる第1曲げ部7で曲がった金属部材4の筒部5を、第1曲げ部7を基点として中心軸O側へ曲がる角度で傾斜した第1テーパ部14を有する第1金型10と、第2テーパ部15を有する第2金型12とによってプレスし、第2傾斜面13を成形する。その後、シーブ角で傾斜する第3テーパ部24を有する第3金型21と、第4金型23とによって金属部材4をプレスし、固定プーリ1を成形する。
(もっと読む)
スピニング加工装置
【課題】 成形ローラの半径方向の位置に依存して変化する遠心力の影響を打ち消して成形力が大きく変動することがないようにしたスピニング加工装置を提供する。
【解決手段】 ワークWを固定するクランプ機構13と、ワークの軸線Jに沿った回転軸24を中心に回転する回転ドラム25と、回転対称となる位置関係で対をなすように配置される複数の成形ローラ11と、回転ドラムに固定され、成形ローラ11を回転ドラム25の半径方向に移動可能に支持する成形ローラスライド機構とからなり、回転ドラム25に支持され、旋回半径の変化に応じて増減する成形ローラ11の遠心力に対し、遠心力の増減分も含めて打ち消すように変化する付勢力を、成形ローラ11よりも外周側から成形ローラ11に付勢する付勢機構40を備えた構造にする。
(もっと読む)
二重管端末加工方法および二重管端末加工装置
【課題】内管の肉厚の均一化、連結リブ端部のバリの発生の防止、切削粉の発生の低減を図る二重管端末加工方法および二重管端末加工装置を提供する。
【解決手段】外管11をチャックして保持された二重管10の端面から、切断工具30を用いて、軸方向に沿って連結リブ13を切断する(リブ切断工程)。次いで、二重管10の端面から内管12の露出長さに応じた箇所に、外管および連結リブ13にスリット21を入れる(スリット加工工程)。切断工具は、内管外周面12aをガイドしつつ当該内管が挿入されるガイド穴31と、連結リブを切断する刃具32と、ガイド穴内に設けられると共に内管内周面12bをガイドしつつ当該内管内に挿入されるガイドピン33と、を有する。刃具は、連結リブを切断する刃具先端部32a、および連結リブを切断した後の内管をガイドピンとの間の隙間においてスエージングする刃具本体部32bを備える。
(もっと読む)
高強度電縫鋼管の口絞り縮径加工方法および加工部品
【課題】口絞り縮径加工によるTS980MPa級以上の高強度鋼管の加工を可能とし、自動車部品の高強度化・薄肉化に大きく寄与する。
【解決手段】電縫鋼管1からなる素管を穴ダイス2に押込むことにより、管端部をテーパ状に口絞りする、あるいは管の部分長もしくは全長を縮径する口絞り縮径加工方法において、素管を穴ダイスに押込む前にその押込む側の管端部を450〜550℃に加熱する。
(もっと読む)
1 - 10 / 114
[ Back to top ]