
国際特許分類[B21D51/38]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 罐,錫罐,バス,壜,または他の容器の入口または出口設備の製造;罐の端部の製造;閉止具の製造 (156)
国際特許分類[B21D51/38]の下位に属する分類
出口開口の製造,例.栓口 (2)
密封具の製造,例.蓋 (117)
国際特許分類[B21D51/38]に分類される特許
31 - 37 / 37
ネジ付き缶容器
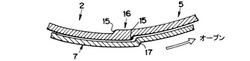
【課題】 接合缶胴の接合段差部がネジ部に形成されている缶容器のキャップの開栓トルクを低減する。
【解決手段】 側面に段差部15が形成された重ね合せ接合部16を有する円筒形の容器胴部と、該容器胴部の開口端にネジ山とカール部とが形成されてなる容器口部5があり、胴部の下端に底蓋が巻締められ、天板部の内面側に樹脂製の密封用ライナーが付設されたキャップを前記容器口部に被せて、前記ネジ山に合わせてキャップのスカート部にネジ溝を形成するようにして容器口部にキャップを巻締め密封したネジ付き缶容器であって、前記ネジ山が、前記接合部16に対して、重ね合わせた段部の上側から下側に向かいキャップ7が開栓される方向に形成されている。
(もっと読む)
ボトル缶の製造方法およびボトル缶

【課題】 スカート部を高精度に形成する。
【解決手段】 ボトル缶体1bの口金部4cの内側に中子101を配置するとともに、外側に外子102を配置し、これら101、102を互いに接近移動させ、それら101、102の外周部により雄ねじ形成予定部5aおよびスカート形成予定部6cの内外周面を挟み込んだ状態で、中子101および外子102をボトル缶体1bの缶軸回りに回動することにより、前記口金部4cに、雄ねじ部と、径方向外方へ膨出したスカート部とを形成するボトル缶の製造方法であって、スカート形成予定部6cを、雄ねじ形成予定部5aに対して径方向内方へ凹とされた凹曲面状に形成した後に、該スカート形成予定部6cを径方向外方へ押圧してスカート部を形成する。
(もっと読む)
金属製容器および飲料入り閉止装置
【課題】 キャップ開栓時における内溶液の漏出を防ぐことができる金属製容器および飲料入り閉止装置を提供する。
【解決手段】 胴部24と、この胴部24に連なる肩部25と、この肩部25から延出する首部26と、この首部26に連なる口部21とを備えた金属製容器20。容器20の首部26内面には、容器20内の内溶液40が口部21へ流入することを制限する流止壁部30が設けられている。流止手段30は、鉛直方向に対する容器20の傾斜角度が所定値以下であるときに内容液40が口部21へ流入するのを妨げ、かつ傾斜角度が前記所定値を越えたときに内溶液40が越流し口部21に流入するようになっている。
(もっと読む)
ボトル缶の製造方法
【課題】 開口天面のゆがみを抑制するとともに、スカート部および雄ねじ部を高精度に形成する。
【解決手段】 少なくとも胴部、肩部、および連結部を形成した後に、上端面が上方に向いた口金部の予成形部4aにおける上端部外周面を、該外周面に対して径方向に進退可能に支持された成形ロール55により、径方向内方へ押圧し、該上端部を縮径してカール部の予成形部9aを形成し、その後、該カール部の予成形部9aにカール部を形成する。
(もっと読む)
ねじ付きアルミニウム缶およびその製造方法
【課題】 軽量の再密閉可能な金属缶。
【課題を解決するための手段】 切頭円錐形部(76)に続いている側壁(86)と、金属缶(52,87)に継がれた底端壁(54)とを有し、該切頭円錐形部(76)は、口部(53)に続いており、口部(53)は、直径を縮小した端部(77)を有し、口部(53)は、端部(77)の縁に配置されたビード(79)と、ビード(79)の下方に配置され、クロージャを受け止めて、金属缶(52,87)を密閉するためのねじ(84)と、該ねじ(84)の下方に配置されたリング(82)、とを有している、再密閉可能な金属缶。並びにこの缶を作るための方法。
(もっと読む)
ねじ付きアルミニウム缶およびその製造方法
【課題】 厚さの薄い、ハードテンパー金属で作った軽量の再密閉可能な缶。
【解決手段】 絞り且つしごき加工した側壁(93)、底端壁(95)および直径が実質的に上記側壁より小さい首部を有する缶本体(91)を含み、上記首部が、ねじ付きクロージャを受けて内容物をこの缶の中に密封するようにされたねじ(99)を含む金属缶。並びにこの缶を作るための方法。
(もっと読む)
ボトル型缶の製造方法
【課題】 口頸部と肩部と胴部と底部とが一体成形されたボトル型缶を製造するための方法について、口頸部の口径が小さくてもネジ部を容易に成形することができて、しかも、ネジのピッチのずれを大きくしてネジ部を歪めるようなことなく、また、ネジ部で缶表面の塗膜を傷付けるようなことなく、ネジ部を良好に成形できるようにする。
【解決手段】 インナーロールとアウターロールとによるネジ加工によりネジ部2cを成形した後で、その上方の短円筒部に縮径加工を施してカール加工予定部となる小径短円筒部n1を成形してから、この小径短円筒部n1をカール加工して外巻きのカール部に成形すると共に、ネジ加工の際には、ネジ加工予定部の内径d1とインナーロールの外径d2との比(d1/d2)が1.0〜1.4の範囲内となるようなインナーロールを使用する。
(もっと読む)
31 - 37 / 37
[ Back to top ]