
国際特許分類[B21D51/44]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700) | 罐,錫罐,バス,壜,または他の容器の入口または出口設備の製造;罐の端部の製造;閉止具の製造 (156) | 密封具の製造,例.蓋 (117)
国際特許分類[B21D51/44]の下位に属する分類
封印または封印材の位置決め (11)
王冠の製造 (2)
ねじ蓋の製造 (19)
国際特許分類[B21D51/44]に分類される特許
1 - 10 / 85
捻りキャップ用ライナー材樹脂組成物および食料品瓶詰用の捻りキャップの製造方法
【課題】環境汚染や人体に悪影響を及ぼす懸念のある塩素や可塑剤等の化学物質を含有せず、密封性、開栓性、耐食性、耐熱性、耐食品汚染性、フレーバー性を、食料品瓶詰用の捻りキャップに実用的な程度に満足することが可能な捻りキャップ用ライナー材樹脂組成物および食料品瓶詰用の捻りキャップの製造方法を提供する。
【解決手段】スチレン系エラストマー(A)は、スチレン含有量が30〜33質量%であり、エラストマーブロックとしてエチレン−エチレン−プロピレン(EEP)またはエチレン−ブチレン(EB)を含有し、230℃、2.16kg/10minにおけるメルトフローレート(MFR)が0であり、(A)、(B)、(C)の合計量に対してスチレン系エラストマー(A)15〜30質量%、ポリプロピレン系樹脂(B)5〜25質量%、流動パラフィン(C)45〜65質量%、潤滑剤(D)1.5〜10質量%を含有することを特徴としている。
(もっと読む)
塞ぎ部材の製造方法、および、飲料容器
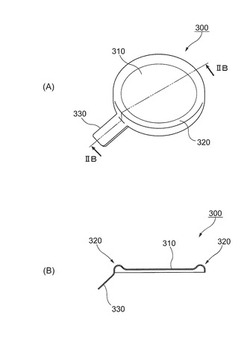
【課題】容器に形成された開口を塞ぐ塞ぎ部材に生じる皺を低減する。
【解決手段】塞ぎ部材300には、円形に形成され容器本体の開口を塞ぐ基部310、基部310の周囲に設けられ容器本体のカール部に接着される外周縁320が設けられている。また塞ぎ部材300には、外周縁320から外側方向に向かって延びるように設けられユーザによって塞ぎ部材300が容器本体から剥がされる際にユーザにより把持される把持部330が設けられている。外周縁320には、しごき加工が施されるとともに容器本体のカール部に倣った形状が付与されている。
(もっと読む)
飲料用アルミニウム缶蓋

【課題】シーリングコンパウンドのはみ出しがなく、密封性を確保可能な飲料用アルミニウム缶蓋を提供する。
【解決手段】円筒状の缶胴に二重巻締めされる飲料用アルミニウム缶蓋であって、円板部と、カウンターシンクおよびチャックウォールと、前記缶胴の開口端部を覆うカール部と、このカール部の内面にシーリングコンパウンドを塗布してなるシーリングコンパウンド層とを有し、前記カール部を前記円板部とほぼ平行になるように径方向外方に向けて変形させた状態において、前記シーリングコンパウンド層は、前記カール部の端縁部からの幅が0.5mm以上1.5mm以下であるカールクリアランスよりも径方向内方に、所定の塗布幅で形成されており、前記塗布幅は、前記缶蓋の縦断面における前記シーリングコンパウンド層の外周側端部と内周側端部とを結ぶ直線距離が3.0mm以上5.0mm以下である。
(もっと読む)
成形・嵌合システム
【課題】液体製品入り瓶のキャップ用の安価な成形・嵌合システムを提供する。
【解決手段】第1の部分(204)及び第2の部分(206)を成形してこれらを互いに嵌め合わせる成形・嵌合システム(100)は、2本の案内レール(102)と、各案内レールについて、案内レール上で並進運動できるキャリジ(108)と、各キャリジについて、キャリジに対して並進運動できると共にカム(119)を備えたカムキャリヤ(118)と、一連の第1のキャビティ(120)を備えた組立てバー(110)と、一連の第2のキャビティ(116)と、カムキャリヤを動かすよう設計された作動装置(104)と、各キャリジについて、キャリジを交互にカムキャリヤ及び案内レールによりロックするよう設計されたロック装置(106)とを有する。
(もっと読む)
容器及び蓋体並びに容器の巻き締め方法
【課題】巻締めフランジ部や巻締めカール部が切欠かれている容器について、巻締め時の荷重の影響を可及的に小さくし得る構造の容器及び蓋体並びに容器の巻き締め方法を提供する。
【解決手段】容器本体10の開口端部に設けられた巻締めフランジ部11と、底蓋20の周縁に設けられた巻締めカール部21とを巻き締めて接合される構成で、巻締めカール部21と巻締めフランジ部11の少なくとも一方に切欠き部41,42が設けられている容器において、切欠き部41,42の周方向両脇の少なくとも一方側に、巻締めカール部21の張り出し幅が部分的に短い短小カール部21Bが設けられている。
(もっと読む)
電池ケース用蓋の製造方法及び電池ケース用蓋
【課題】被成形金属板の加工硬化を抑制するとともに、容易に製造することができる電池ケース用蓋の製造方法を提供する。
【解決手段】防爆弁を備えた電池ケース用蓋を製造する方法であって、凹部104を備えた延し成形用ダイ101に配置された金属板Kの一方側から延し成形用パンチ102を押し込んで、防爆弁を構成する薄板部41を成形する延し成形工程と、薄板部41に溝部を成形する溝部成形工程と、を含み、凹部104の内径は、延し成形用パンチ102の外径よりも大きくなっており、延し成形工程では、金属板Kを拘束しない状態で延し成形用パンチ102を押し込み、凹部104の底面104aと延し成形用パンチ102の押圧面102aとで金属板Kを圧延することで、薄板部41を成形することを特徴とする。
(もっと読む)
缶の二重巻締め部構造
【課題】薄肉の缶蓋材を使用して、確実に密封性を確保し得る強度を有する缶の二重巻締め部構造を提供する。
【解決手段】板厚が0.230mm以下の蓋材を用いて形成した缶蓋20を缶胴10に巻締めてなる缶の二重巻締め構造であって、缶胴10は、有底円筒状の胴体部11とボディーフック12とを有し、缶蓋20は、カバーフック21と、シーミングウォール22と、シーミングパネル23と、チャックウォール24と、カウンターシンク25と、パネル26とを有し、チャックウォール24の中途部分には第1湾曲部24aと第2湾曲部24bとが形成されており、缶蓋20のシーミングウォール22とシーミングパネル23との接続部分に形成されたシーミングウォールラジアス27の外面の曲率半径R1が0.48mm以上0.67mm以下であり、かつ、第1湾曲部24aの内周面の曲率半径R2が0.3mm以上0.9mm以下である。
(もっと読む)
金属缶用天板およびその補正方法ならびに補正装置
【課題】環境汚染を防止しつつ、天板本体に対して付属構造物を固着する際に生じたラミネート層の損傷箇所を適切に補正することができる金属缶用天板およびその補正方法ならびに補正装置を提供すること。
【解決手段】金属缶用天板の天板本体に対して固着されている付属構成物のうち、少なくとも天板本体と口金とのかしめ結合部の内面側境界部分を含む所定範囲の口金用フィルム形成領域に亘って円環状の補正フィルム形成され、補正フィルムは、加熱ローラにより口金用フィルム形成領域上に熱溶着されてなることを特徴とする。
(もっと読む)
缶蓋の製造方法
【課題】薄板材を使用した場合においても、缶蓋にバックリング等が発生することを確実に抑制できる缶蓋の製造方法を提供する。
【解決手段】センターパネル部と、該センターパネル部の周縁に環状に形成された溝部とを備え、前記溝部は、前記センターパネル部の周縁から径方向外方に凸とされた曲面部を介して略垂下する内側側壁部と、内側側壁部の下端から外方へ向けて連続する湾曲底部6と、湾曲底部6の外周側上端から上方に立上がる外側側壁部とを備えた缶蓋を成形する缶蓋の製造方法であって、前記缶蓋の前記溝部と係合する凸部53aが形成されたチャック部を備えた支持手段と、回転自在に支持された押圧ローラ52aを有する押圧手段と、を用いて、前記チャック部に支持された前記缶蓋の溝部内壁領域Bを前記押圧手段により凸部53a側に押圧することで、溝部内壁領域Bに、少なくとも2つの屈曲部を形成する。
(もっと読む)
電池用封口板と前記封口板の製造方法及び製造金型
【課題】厚板を基材として封口板に弁を成形した際に、内部の亀裂を排除できるようにする。
【解決手段】厚板を基材11として薄膜に成形した弁部12からの立ち上がり13をテーパー形状に成形する。こうすることで、弁部12を押し広げるようにして成形し、押し広げた上部の余肉によって、横方向へ移動するメタルフローを横方向と斜め上方(テーパーに沿って)へ向きを変えて移動させることで、メタルフローの弁部(薄膜部)12の外への移動を容易にし、スムースな移動により厚板成形時に亀裂を発生しないようにする。
(もっと読む)
1 - 10 / 85
[ Back to top ]