
国際特許分類[B21K1/32]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 鍛造またはプレス製品の製造,例.馬蹄,リベット,ボルト,車輪 (1,308) | 機械要素の製造 (916) | 車輪;ディスク (225) | デイスク,例.ディスク車輪 (29)
国際特許分類[B21K1/32]に分類される特許
1 - 10 / 29
鍛造ビレット、鍛造ビレットの製造方法及びホイールの製造方法
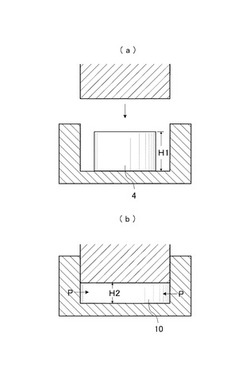
【課題】機械的強さに優れる鍛造ビレット及び鍛造ビレットの製造方法並びに軽量であり且つ機械的強さに優れるプレホイール及びホイールの製造方法を提供する。
【解決手段】軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して該鋳造ビレット4の金属組織を微細化した鍛造ビレット10であって、軽金属合金がジュラルミンであり、シャルピー衝撃値が30J/cm2以上である鍛造ビレット10である。
(もっと読む)
異なる粒状構造の領域を有する構成部品及びその製造方法

【課題】異なる粒状構造2つ又はそれ以上の領域をもつ構成部品を製造するプロセス、及びこのプロセスで製造された構成部品を提供する。
【解決手段】鍛造ステップをプリフォーム20に施して、構成部品の第1の領域に対応する第1の部位28を有するプロファイル24をもたらす段階を含む。プリフォームは、合金の析出物が固溶化するソルバス温度を有する析出強化合金から形成され、鍛造ステップは、第1の歪み速度及び合金のソルバス温度以下の第1のサブソルバス温度で行われる非最終鍛造ステップを含む。後続の鍛造ステップをプロファイルに施して、第1の部位及び構成部品の第2の領域に対応する第2の部位32を含む最終プロファイル26をもたらす段階を含む。後続の鍛造ステップは、後続の歪み速度及び後続のサブソルバス温度で行われる。次に、最終プロファイルに熱処理を施して、最終プロファイル内に粒成長を引き起こす。
(もっと読む)
圧粉体ロータ鍛造プリフォーム並びに鍛造圧粉体タービンロータ及びその製造方法
【課題】圧粉体ロータ鍛造プリフォーム並びに鍛造圧粉体タービンロータ及びその製造方法を提供する。
【解決手段】タービンロータ(10)ディスク用の鍛造プリフォーム(200)を開示する。本プリフォーム(200)は、約5000ポンド以上の質量を有する超合金材料(8)の本体を含み、超合金材料(8)は、ほぼ均質な粒子形態及び10以下のASTM平均粒径を有する。鍛造タービンロータ(10)ディスクも開示する。本ディスクは、約5000ポンド以上の質量を有する超合金材料のほぼ円筒形ディスクを含み、超合金材料(8)は、ほぼ均質な粒子形態及び10以下のASTM平均粒径を有する。タービンロータの製造方法(100)も開示する。本方法(100)は、超合金粉末材料を準備するステップ(110)と、超合金粉末材料を圧縮成形して(120)タービンロータディスク用の鍛造プリフォームを形成するステップとを含む。
(もっと読む)
歯車ポンプ用歯車製造方法
【課題】 内歯車と外歯車の厚さが同じ歯車ポンプ用歯車を製造すること。
【解決手段】
歯車ポンプで用いる内側に歯車9が形成された外歯車1と、外側に歯車が形成された内歯車2とをプレス加工により成形する歯車ポンプ用歯車製造方法において、平板材料10を絞り加工により底平面部15とその外周に傾斜側面部18を有する第1加工物11を成形する第1工程と、底平面部15から内歯車2を打ち抜く第2工程と、内歯車2が打ち抜かれた第1加工物11を外型43にはめ、プレス加工により傾斜側面部18の外周縁を外型43で拘束し、非拘束の内径側に塑性流動させ、平板形状の第2加工物13に成形する第3工程と、第2加工物13から外歯車1を打ち抜く第4工程と、を有することにより、一枚の素材から内歯車2と外歯車1を共取りすることができる。
(もっと読む)
車両用ホイールの製造方法及び車両用ホイール
【課題】板材からリム部とディスク部を一体成形しつつ、ディスク部に比べてリム部の厚みを薄くすることができ、ホイールの軽量化を図ることが可能な車両用ホイールの製造方法を提供する。
【解決手段】板材10から有底円筒体11を一体に成形する工程(B)、有底円筒体の筒部11cをしごき加工し、該筒部の一部又は全部の厚みを薄くして薄肉有底円筒体12を形成するしごき加工工程(D)、薄肉有底円筒体を用いてリム部を成形する工程、薄肉有底円筒体を用いてディスク部を成形する工程、を有する車両用ホイールの製造方法である。
(もっと読む)
鍛造ビレット、軽金属製ホイール及びそれらの製造方法
【課題】機械的強度が優れ、しかも、機械的強度が均一な鍛造製品(軽合金製ホイール等)を製造することができる鍛造ビレット、該鍛造ビレットから得られる軽合金製ホイール及びその軽合金製ホイールの製造方法を提供すること。
【解決手段】本発明は、軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して得られる鍛造ビレット10であって、JIS−Z2242に準拠したシャルピー衝撃試験に基づくシャルピー衝撃値が15J/cm2以上である鍛造ビレット10である。かかる鍛造ビレット10は、諸産業用部材に好適に用いられる。
(もっと読む)
溶接方法及びその方法により製造した構成要素
【課題】例えばターボ機械の回転構成要素のような回転ハードウエアを製作する方法、それらの製作で使用する接合法、及びそれによって形成した回転ハードウエアを提供する。
【解決手段】プリフォームは、部分の第1の部分が該部分の第2の部分から半径方向外側方向に位置するように接合することができる接合表面を有する。次にプリフォームを共にイナーシャ溶接してプロフィールを形成し、プロフィールは、他の部分よりもより細粒の材料を含有する固体溶接継手を有する。次に金型42 44を使用してプロフィールを鍛造して鍛造物60を製造する。金型は、鍛造するステップの間にその中に溶接継手からのより細粒の材料が押出されて該より細粒の材料の鍛造物部分62 64間における鍛造物の継手領域68をパージする陥凹部52 54を有する。継手領域は、鍛造物の軸方向に変形した粒子を含有する。
(もっと読む)
軽合金製車両ホイールの製造方法
【課題】車両ホイールの大径化にあっても金属組織の結晶粒径が小さく機械的特性に優れた軽合金製車両ホイールの製造方法を提供する。
【解決手段】軽合金製車両ホイールの製造方法は、まず、型出口形状が略長方形の鋳型を用いて連続鋳造又は半連続鋳造により扁平角型ビレットを作製し(S1)、この扁平角型ビレットを鋳造方向に直角に切断して鋳造方向に扁平な矩形状の鋳造素材とする(S2)。そして、鍛造工程は、上記矩形状鋳造素材をその扁平な面側から圧下して円盤型に鍛造する工程(S4)と、この円盤型鍛造上がり品をディスク部及びリム部を有する大まかなホイール形状に鍛造する工程(S5)とを有する。
(もっと読む)
磁石発電機用一体型ローター及び鋼板からの冷間鍛造成形によるその製造方法
【課題】ハブ部とヨーク部が一体で十分な強度と精度を有するようにすること。
【解決手段】円板状鋼板1の中央部をその外周端を抑えながら加圧して、その穴11の周囲にハブ部より大径の増肉部511を生成させた円錐凹状の第1中間体51を作成し、次いでその増肉部511を含む中心部を扱いて縮径させ、かつ高さを延ばしてハブ部予定部521を成形し、更にその外周側を加圧して底壁予定部522を成形し、ハブ部予定部521側を増肉した第2中間体52を作成する。ハブ部予定部521の内周を整圧し、外周を扱いた上で、上端を圧縮加工してハブ部を成形し、その間に底壁予定部522を加圧して底壁部を成形し、かつ外周の側壁予定部を成形した第3中間体を作成する。その後、ハブ部の形状を保持しながら、側壁予定部の絞り加工と扱きとを同時に行って発電機用一体形ローターを完成させる。
(もっと読む)
ヤング率を向上させたマグネシウム合金
【課題】マグネシウムの結晶構造に於ける原子間距離を縮小してヤング率を向上させること。
【解決手段】六方最密結晶構造から成るマグネシウムに、マグネシウム原子より直径の大きい金属元素原子を前記結晶構造に侵入若しくは当接させ、六方最密構造の高さ方向c軸の原子間距離に前記原子を介在させることで原子間距離を縮小し、ヤング率が原子間距離に反比例することからマグネシウムのヤング率を向上させるものである。前記六方最密構造は3層構造から成り第2層は3個の原子で構成されるから、高さ方向に形成される6個の面に前記原子が侵入する場合前記原子が直接第2層のマグネシウム原子に当接する場合と当接しない場合が生じ、ポテンシャルの異なる形態が現れる。金属元素としてはアルカリ土類、希土類の元素が用いられカルシウム、イットリウムなどが好ましい。
(もっと読む)
1 - 10 / 29
[ Back to top ]