
国際特許分類[B23B25/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械用付属装置または補助装置 (133) | バイトまたは工作物の取りつけ,送り,制御または監視用の,旋削機械に用いる計測,寸法とり,または調整用備品 (76)
国際特許分類[B23B25/06]に分類される特許
1 - 10 / 76
工作機械の加工制御方法
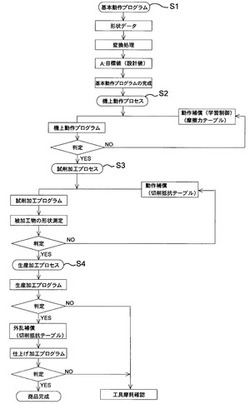
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
ワーク加工システム

【課題】 搬出するワークの長さを、専用の計測時間を要することなく、加工サイクルの中で簡単な構成で個々に実測できて、種々異なる長さの加工済みワークをローダにより確実に搬出することができ、かつワークの違いに対する煩雑な教示が不要なワーク加工システムを提供する。
【解決手段】 旋盤1は主軸7およびテイルストック8を有する。ローダ2は、加工済みワークWの中間部を把持するチャック40が設けられたローダヘッド41を有し、旋盤1から加工済みワークWを搬出する。ワークWを主軸7の把持位置まで押し込んだときの心押軸19の位置を検出する位置検出手段26を設ける。ローダ制御装置52は、加工済みワークWを搬出するときに、位置検出手段26の検出値に基づいて定められた主軸軸心方向の位置にローダヘッド41が位置するようにローダ2の動作を制御する。
(もっと読む)
バイト切削装置
【課題】被加工物を保持する保持テーブルを有するバイト切削装置において、切削屑の厚みまで含んだ高さを保持テーブルの保持面の高さ位置と誤検出することを防ぐ。
【解決手段】バイト切削装置10の保持テーブル40は、保持部44の外周側が保持面より低く形成された切削屑落とし込み部43を有する枠体42と、切削屑落とし込み部43に配設され保持面45と同じ高さ位置の基準面を有する基準ピン46とを備え、保持テーブル40で保持された被加工物の上面高さ位置を検出するとともに基準ピン46の基準面高さ位置を検出することで被加工物厚みを検出する厚み検出手段50とを備える。厚み検出手段50は、被加工物接触部52bを有する被加工物高さ位置検出器52と、基準面接触ピン51bを有する基準面高さ位置検出器51とを備え、両検出器51,52による高さ位置の検出結果から被加工物の厚みを正確に算出することができる。
(もっと読む)
工具セッター及び工具の刃先位置合わせ方法
【課題】刃物台に工具が設置された状態で工具の刃先を主軸の軸線と直交する工具切り込み方向の軸線との交点である基準点に高精度に位置合わせすることが可能な工具セッター及び工具の刃先位置合わせ方法を提供する。
【解決手段】主軸台移動型自動旋盤の主軸14に設けられたコレットチャック16に撮像カメラ30をホルダー32を介して着脱可能に把持し、この撮像カメラ30で切削工具22の刃先22aをガイドブッシュ18のガイド孔1802を通して撮像し、撮像された切削工具22の刃先画像をモニタ38に拡大表示するとともに、X−Y座標をモニタ38に表示し、このモニタ38の表示画面を見ながら、切削工具22の刃先22aをX−Y座標50の基準点Pに位置合わせするように構成した。
(もっと読む)
工作機械の主軸装置の刃具接触検出装置
【課題】軸受に損傷を与えることなく相手部材に対して刃具を接近させる速度を早くすることを可能とすることにより、刃具の接触位置の検出時間を短縮することができる刃具接触検知装置を提供する。
【解決手段】予圧調整手段により軸受30,40の予圧Pを基準予圧P0より低くした状態において刃具81を相手部材に接触させた場合の変位センサ201,202による検出値を用いて、軸受30,40の予圧Pを基準予圧P0とした場合に刃具81が相手部材に接触した位置を検出する。
(もっと読む)
車輪旋盤
【課題】同期させて真上から下降させる検芯部などを用いず簡易な構成で車輪の輪軸中心と主軸中心を一致させることができ、しかも車輪の真上でなく車輪円周上の一点の位置、例えば高さ一定の移動測定部でその高さにある外縁の輪軸中心からの水平距離を測定することで、自動的に適正な持ち上げ必要量(リフタ必要移動量)を算出し上昇させれば、常に主軸に適正に固定でき、装置の簡素化なども可能で、組付け・調整工数の大幅な低減も見込める車輪旋盤を提供すること。
【解決手段】車輪1の外縁の一点を測定する外縁位置測定部5と、この測定値と、既知の寸法値とからリフタ必要移動量Hを算出するリフタ必要移動量演算部6を、車輪1を持ち上げるリフタ装置3の作動を制御するリフタ制御装置4に備えた車輪旋盤。
(もっと読む)
加工工具の位置決め用冶具
【課題】位置決め位置が異なる複数の加工工具にも対応できる対応できる簡単な構成の加工工具の位置決め用冶具を提供する。
【解決手段】円柱状の本体10の一端側に、工作機械の被加工材を把持する駆動回転及び自由回転可能な回転軸に装着されることによって工作機械側に装着され、自由回転可能に支持される装着部11が一体に形成され、他端側に位置決めする加工工具の基準面と当接する当接部12が一体に形成されている。装着部11には、本体10と同心でそれぞれ径が異なる円柱状の把持部11a〜11dが形成されており、上記回転軸に把持されたときに、その回転軸の軸線と本体10の中心軸線Cとを一致させる。当接部12には、本体10の中心軸線Cに平行でその中心軸線からの距離がそれぞれ異なり、互いに平行な平面状の複数の当接面12a〜12dが階段状に形成されている。
(もっと読む)
主軸装置
【課題】 構造を簡単化すると共に、回転初期の剛性を十分に確保し、なおかつ高速回転時においても予圧過大で過度の昇温を生じない主軸装置を提供する。
【解決手段】 主軸装置において、冷却流体供給路12に供給する流体の温度を調整する温度調整手段13を設けると共に、転がり軸受2の内外輪5,6およびハウジング7の温度をそれぞれ検出する温度検出手段15,16,17を設け、主軸1の回転速度を検出する回転速度検出手段18を設け、主軸1の回転速度に応じて、検出される内輪5の温度と、外輪6の温度の温度差が定められた温度差となるように、温度調整手段13により冷却流体供給路12に供給する流体の温度を調整し、所望の軸受予圧に調整する予圧調整手段14を設けた。
(もっと読む)
工作機械用荷重測定装置
【課題】極端に処理速度が速い高価なCPUを使用しなくても、複数の切削部22、22を円周方向に関して等間隔に設けた切削工具16を使用する、工作機械の主軸12に加わる荷重の平均値を、精度良く測定できる構造を実現する。
【解決手段】エンコーダ4aの外周面に検出部を対向させたセンサ組立体6cの出力信号の位相に関する情報に基づいて、前記主軸12に作用する荷重を求める。前記エンコーダ4aの被検出面は、円周方向の一部に、特性が円周方向に関して隣り合う部分と異なる複数組の被検出部を、それぞれ測定すべき荷重の作用方向に関して傾斜した状態で、円周方向に関して等間隔に設けている。前記切削工具16に設けられた切削部22、22の数mを、前記エンコーダ4aの被検出面に存在する被検出部の組数nで除した数m/nが、整数でない。
(もっと読む)
旋削装置および旋削方法
【課題】軸物部材の被加工物に対して安定した芯振れ精度を確保できる旋削装置、および旋削方法を提供することを課題とする。
【解決手段】被加工物6を高圧力、または低圧力のチャッキング圧でチャッキングするチャック装置12と、被加工物6に荒切削加工と仕上げ切削加工とを実行する刃物台3と、被加工物6の芯振れ度合いを測定する検出ユニット4とを備え、荒切削加工と仕上げ切削加工は各々被加工物6を高圧力と低圧力のチャッキング圧でチャッキングした状態で実行され、荒切削加工の終了後、且つ仕上げ切削加工の実行前、チャック装置12は被加工物6をアンチャッキングした後、低圧力のチャッキング圧でチャッキングし、荒切削加工の終了後、且つアンチャッキングの実行前、検出ユニット4は、被加工物6に関する第一の芯振れ度合い(R1)を測定し、第一の芯振れ度合い(R1)の測定結果に基づいて、仕上げ切削加工に関する加工条件が設定される。
(もっと読む)
1 - 10 / 76
[ Back to top ]