
国際特許分類[B23B27/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | 真直の主部および角度のついた切削エッジをもつバイト (13)
国際特許分類[B23B27/02]に分類される特許
1 - 10 / 13
内径溝加工方法及び溝切り工具
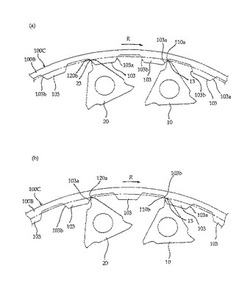
【課題】ビビリ振動を抑制して周壁部の内周面に突条部が形成された被加工部材の内周面に内径溝を溝入れ加工する内径溝加工方法及び溝切り工具を提供する。
【解決手段】周壁部102に内歯スプライン103が形成された被加工部材100Cを回転駆動し、各内歯スプライン103を切削してスナップリング溝105、106を溝入れ加工する際に、溝切り工具1が第1前部切刃13及び第2前部23を備え、第1前部切刃13による内歯スプライン103の切削と第2前部切刃23による内歯スプライン103の切削を連続して交互に行う。第1前部切刃13と第2前部切刃23による切削負荷が連続して付与されて溝切り工具1及び被加工部材100Cの振動が抑制されて、加工品質が向上する。第1前部切刃13と第2前部切刃23のチッピングが抑制されて工具寿命が向上する。
(もっと読む)
切削工具およびそれを用いた加工物の製造方法

【課題】良好な切削面を得ることができる切削工具を提供する。
【解決手段】第一横切れ刃23aおよび第二横切れ刃23bはX軸に沿って延在し、第一前切れ刃22aおよび第二前切れ刃22bは、Y軸に沿って延在し、第一横切れ刃23aおよび第二横切れ刃23bはX軸に対して横切れ刃後退角θ1を有し、第一前切れ刃22aおよび第二前切れ刃22bは、Y軸に対して前切れ刃傾斜角θ2を有する。第一前切れ刃および第一R状切れ刃のX軸方向の最大x座標値x1と、第二前切れ刃22bおよび第二R状切れ刃24bのX軸方向の最大x座標値x2との間の差は50μm以下である。
(もっと読む)
粗面加工具及び粗面加工方法
【課題】円形の穴内面を粗面化する際の切削加工時に発生する破断片をより確実に除去する。
【解決手段】ワーク3の円形の穴5の内面に、溶射皮膜形成前の下地処理として、粗面加工具1を用いてねじ切加工を行う。粗面加工具1は、工具保持部9の外周に、ねじ切加工用の1つの切削工具11と、4つの破断片除去工具13,15,17,19とを設けている。切削工具11によりねじ切加工を行って谷部21を形成する際に、山部23の先端を切削工具11自体で破断して破断片23aを発生させ、破断面25を形成する。破断片23aが完全に除去できてない場合に、破断片除去工具13,15,17,19が、その押圧除去面13a,15a,17a,19aによって破断片23aを交互に逆方向に押圧し金属疲労を発生させて除去する。
(もっと読む)
切削工具及びそれを備えた切削加工機械
【課題】
円筒形状の被削材を旋盤加工する際に、被削材または切削工具におけるびびり振動の発生を抑制し、高精度の製品を高能率で切削加工を行うに適した切削工具及びそれを備えた切削加工機械を提供する。
【解決手段】
切削工具の一方の切れ刃と他方の切れ刃とが被削材の同一の回転面内であって、互いにφの角度をなすように配置した。そして、被削材の回転軸に対する2つの切れ刃との距離が異なり、一方の切れ刃で切削した領域を他方の切れ刃が更に切削加工できるような位置関係に配置した。これにより、剛性の小さい被削材あるいは回転軸方向の領域は大きい被削材を安定に切削加工が可能になる。
(もっと読む)
被削材切削方法及び被削材切削装置並びに切削工具
【課題】製造コストの低減と加工精度の確保とを両立させる。
【解決手段】円柱状の被削材60の軸方向に離間して配置された荒削り用切削部22と仕上げ用切削部24とを一体に有する切削工具16を用い、荒削り用切削部22と仕上げ用切削部24との中心間距離をL、切削工具16の送りをf、自然数をnとしたときに、L=(n×f)+(f×1/2)の関係を満足するように、切削工具16に対して被削材60を回転させながら切削工具16を被削材60の軸方向へ移動させて被削材60の外周面の荒削り切削加工及び仕上げ切削加工を切削工具16により行う。
(もっと読む)
刃先交換式切削チップ
【課題】掘り込み深さが深い部分の切削加工に対応可能な先端角の小さな鋭角コーナ部を有する刃先交換式切削チップを、剛性を高めてホルダに固定できるようにすることを課題としている。
【解決手段】刃先交換式切削チップを、先端角が鋭角でα1の第1のコーナ切れ刃6と、先端角がα2(>α1)の第2のコーナ切れ刃7を有し、その第1、第2のコーナ切れ刃6,7が第1対角線Di1上に、他の2つのコーナ部8,9が第1対角線と直交する第2対角線Di2上にそれぞれ相反する向きに配置され、第1、第2対角線Di1,Di2の交点Iよりも第1のコーナ切れ刃6側に偏った位置に取付穴5の穴中心Oが配置されているものにした。
(もっと読む)
切削用のインサート及びホルダー並びに切削工具
【課題】内部の中間部位に小径部のような加工障壁部を有するワークの前後の内周面及びその手前側及び奥側の直角壁面の加工に好適な切削工具を提供する。
【解決手段】 インサート1は、対向する鋭角のコーナー7,8に、切れ刃がすくい面を異なる主面6,7側にして形成。切れ刃7c,8cはポジタイプとした。このインサート1を、ホルダー21に取付けて切削工具51とし、インサート取付け部は、ホルダー21の先端面寄り部位の側部に、先端側に向けて低位となる座面と、壁面とを備えており、インサート1の1主面6を座面に、側面9b,9cを壁面に拘束して取付ける。各コーナー7、8を、ホルダー21の側部から互いに反対側に突出させ、コーナー7で手前向き直角壁面の加工ができ、コーナー8で奥向き直角壁面の加工ができるようにした。ワークの両直角壁面の加工ができる上に、インサート1の固定力が高い。
(もっと読む)
単結晶ダイヤモンド多刃工具及びその製造方法
【課題】本発明は、硬脆材料であるセラミックスを脆性モード加工するための単結晶ダイヤモンドからなる切れ刃を有する単結晶ダイヤモンド工具において、切れ刃の両サイドの盛り上がり部分を脆性破壊させ、加工抵抗を小さくし、大きな切り込みを可能にした単結晶ダイヤモンド多刃工具及びその製造方法を提供することを目的とするものである。
【解決手段】本発明の単結晶ダイヤモンド多刃工具は、セラミックスを脆性モード加工するための単結晶ダイヤモンドからなる切れ刃を有する単結晶ダイヤモンド工具において、前記1枚の切れ刃の主切れ刃または副切れ刃を櫛歯状の小切れ刃が複数形成された多刃形状とすることを特徴としている。
また、本発明の単結晶ダイヤモンド多刃工具は、1つの小切れ刃が、高さ5〜70μm、幅1〜20μmであることを特徴としている。
また、本発明の単結晶ダイヤモンド多刃工具は、小切れ刃の間隔が50μm以下であることを特徴としている。
(もっと読む)
切削加工方法および切削加工装置ならびに切削工具
【課題】ワークに形成してある被加工孔の内面に対する切削加工および、被加工孔の軸線方向前方に位置するワークの端面部位への溝加工を、短時間で行って生産性を向上させる。
【解決手段】切削工具1は、工具本体3の先端外周部に、シリンダヘッド9に形成してあるバルブリフタ孔9aを切削加工する孔加工用切刃5を備えるとともに、工具本体3の先端部に、バルブリフタ孔9aの軸線方向前方に位置するシリンダヘッド9の端面部位9bにスプリングシート溝9cを加工する溝加工用切刃7を備える。切削工具1を回転させつつバルブリフタ孔9aに挿入して孔加工用切刃5によりバルブリフタ孔9aを切削加工し、この切削加工に連続して溝加工用切刃7により端面部位9bにスプリングシート溝9cを加工する。
(もっと読む)
ねじ切り加工用チップおよびその製造方法
【課題】短時間かつ低コストで製造することができる加工ねじ精度に優れたねじ切り加工用チップおよびその製造方法を提供することを目的とする。
【解決手段】ねじ切り工具本体の所定位置に装着される加工すべきねじ山に対応する山形状の複数の切れ刃を有するねじ切り加工用チップにおいて、これら切れ刃のうち、送り方向における前方側の少なくとも1つが荒刃で、後方側の少なくとも1つが仕上げ刃であり、仕上げ刃の山の高さが荒刃の山の高さより大きく、この仕上げ刃と荒刃の山形状を重ねたときに荒刃が仕上げ刃に含まれるように形成されるとともに、荒刃の逃げ面における表面粗さが仕上げ刃の逃げ面における表面粗さよりも粗いことを特徴とする。
(もっと読む)
1 - 10 / 13
[ Back to top ]