
国際特許分類[B23B27/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 旋削機械または中ぐり盤用工具;一般に類似した種類の工具;そのための付属品 (2,959) | ビットまたはチップが特別な材料でできているバイト (2,547) | 一体に取りつけられた切削ビットまたはチップをもつもの,例.ろうづけによるもの (56)
国際特許分類[B23B27/18]に分類される特許
1 - 10 / 56
バイト工具
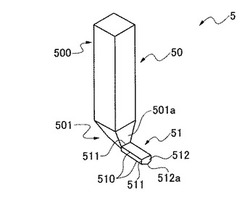
【課題】バイト工具において、切刃ブロックの寿命を長くする。
【解決手段】被固定部500と自由端部501とを有するバイト基台50と、自由端部501にロー剤で固定されダイヤモンドで形成された切刃ブロック51とから構成されるバイト工具5において、切刃ブロック51は、長辺510と短辺511とを有する直方体または多角柱形状に形成され、長辺方向の一方の端部がバイト基台50の自由端部501に固定され、長辺方向の他方の端部に形成された端面512がすくい面となって被加工物を旋削する切刃512aを構成する。切刃ブロック51の長辺方向の一方の端部がバイト基台50の自由端部501に固定され、当該長辺方向の他方の端部が切刃512aとなるように構成したため、切刃512aの磨耗により目立てを行うと切刃ブロック51が長辺方向に削られていくため、寿命を長くすることができる。
(もっと読む)
切削工具

【課題】シリンダボアの内周面を精度よく加工できる切削工具を提供すること。
【解決手段】シリンダブロックWに形成されたシリンダボアBの内周面を切削加工する切削工具1であって、先端に突出した軸部40を有する本体部2と、本体部2の軸部40に嵌合する穴部23を有するカッター部20と、カッター部20が軸部40に嵌合した状態でカッター部20を締結するボルト30と、を備え、カッター部20には、複数の刃(12個の刃22)が周方向に直接ロウ付けによって取り付けられる取付部21が形成されており、取付部21に取り付けられた複数の刃22の各々には、ランド面221が形成されている。
(もっと読む)
切削チップおよび内径加工用切削工具
【課題】 切刃部に効率よく切削油を供給できるとともに、かつ低コストで容易に製造できる切削チップおよび内径加工用切削工具を提供する。
【解決手段】 棒状のシャンク部2と、シャンク部2の先端に設けられるとともに小径の棒状で長手方向に貫通孔12を有するアーム部3と、貫通孔12の少なくとも一部を露出させた状態でアーム部3の先端にロウ付けされるとともに先端側方に切刃5を備えた切刃部4とを具備する切削チップ1をホルダ20に装着した内径加工用切削工具Tである。
(もっと読む)
cBN焼結体及びcBN焼結体工具
【課題】難削性遠心鋳造鋳鉄加工において、耐欠損性、及び耐摩耗性に優れるcBN焼結体を提供する。
【解決手段】本発明は、体積で50%以上90%以下又は40%以上85%以下のcBN成分からなるcBN焼結体であって、前記cBN焼結体中に、アルミナ及びジルコニアが体積で、9%以上50%以下を含有し、ジルコニア/アルミナの重量比が0.1以上4以下であることを特徴とするcBN焼結体である。本発明に係るcBN焼結体を切削に関与する部位に用いた工具は、cBN焼結体の強度、硬度、靭性に優れるために、従来のcBN焼結体工具と比較し、難削性遠心鋳造鋳鉄加工において性能が向上する。
(もっと読む)
切削チップおよび切削工具
【課題】 頂角が鋭角であるにも関わらず既製のホルダを使用できるとともに、角部の変形を抑制して安定した製造ができる切削チップを提供する。
【解決手段】 上面視で頂角が55°以下の略ひし形をなす板状からなるISO規格に準拠した形状のチップ本体2と、チップ本体2の複数の角部4それぞれにロウ付けされる切刃部3とを有して、チップ本体2の切刃部3がロウ付けされる角部4の頂角θ1よりも、切刃部3の頂角θ2が鋭角となるように切刃部3の先端5がチップ本体2から突出している切削チップ1である。
(もっと読む)
立方晶窒化硼素焼結体工具
【課題】本発明は、近年の過酷な切削条件化に耐え得る強固かつ高剛性に接合されてなる立方晶窒化硼素焼結体工具を提供することを目的とする。
【解決手段】本発明の立方晶窒化硼素焼結体工具は、80〜98体積%の立方晶窒化硼素と結合相とを含有する立方晶窒化硼素焼結体が、0.1〜10重量%のTiと15〜50重量%のCuとを含有し、かつ残部がAgと不可避不純物とからなる接合層を介して工具母材上に直接接合され、該接合層に接する該立方晶窒化硼素焼結体の接合面における該結合相は該立方晶窒化硼素中に不連続状態で存在し、その不連続状態で存在する各々の結合相において、その面積が0.01〜2μm2となる結合相が結合相の全面積の80%以上を占めることを特徴とする。
(もっと読む)
ヘッド交換式切削工具の製造方法、および該製造方法に用いられる連結部材
【課題】工具本体と連結部材とを接合する際の作業性向上を図るとともに工具本体と連結部材とを確実に同軸に接合する。
【解決手段】硬質材料よりなる工具本体1に形成された内周面に凹部を有する取付孔1Dに、この硬質材料よりも硬度が低い金属材料よりなる連結部材2の円筒状の取付部2Aを挿入し、この取付部2Aのうち取付部2Aがなす円筒の中心線C方向の一部を拡径部3として拡径するように塑性変形させ、拡径部3の外周面を取付孔1Dの内周面と密着させて凹部と係合させることにより、これら工具本体1と連結部材2とを接合するのに際し、連結部材2の取付部2Aのうち拡径部3を除いた残りの部分に、拡径部3よりも大径で取付孔1Dの内周面に摺接可能な外径を有する段部4を形成し、この段部4を摺接させて取付部1Aを取付孔1Dに挿入した上で拡径部3を塑性変形させる。
(もっと読む)
分離型切削チップおよび切屑処理構造を備えた切削インサート
【課題】分離型切削チップおよび切屑処理構造を備えた切削インサートを提供する。
【解決手段】切削インサートは、インサートの湾曲した切削コーナーの周りを包む、予め形成された分離型切削チップを組み込んでいる。切削チップは、上層および上層よりも比較的より硬質な材料からなる下層を含む。一実施形態では、下層は多結晶ダイヤモンド(PCD)または多結晶立方晶窒化ホウ素(CBN)材料からなり、上層は超硬合金からなる。切削インサートは、切削作業中の切屑処理を提供するために、中心線の両側に形成された複数のファセットを含む切削チップに形成された切屑処理構造をさらに組み込んでもよい。切屑処理構造は、下層の一部を露出させるように、二段階工程で形成することができる。分離型切削チップは、切屑処理構造を形成する前に、切削インサートに蝋付けすることができる。
(もっと読む)
cBNインサート
【課題】接合部を介して接合されたcBN製切れ刃部とWC基超硬製インサート本体とを有するcBNインサートにおいては、より一層すぐれた接合強度を有するcBNインサートを提供する。
【解決手段】cBN製切れ刃部とWC基超硬製インサート本体との接合部にcBN製切れ刃部側にPd:1〜20at%、Si:0.5〜15at%および不可避成分としてのW、Co、B、Cのうち少なくとも1種、残部Niからなる厚み5μm以上の拡散層と、WC基超硬製インサート本体側にPdとSiとを主成分とするWCブリッジ形成相とを形成したことによって、前記の課題を解決するものである。
(もっと読む)
接合体
【課題】切削中に、ロウ材が液相を生成する温度を越える高温となっても、接合層の接合強度が低下することのない、高速切削やCVDコーティング処理等に適した切削工具として好適な接合体を提供する。
【解決手段】相互に異なる材料からなる複数の被接合材が、1000℃未満では液相を生成しない接合層により接合されており、被接合材が、超硬合金、サーメット、cBN、ダイヤモンド、鋼のいずれかである接合体。一方の被接合材1が、超硬合金、サーメット、鋼のいずれかであり、他方の被接合材3が、cBN、ダイヤモンドのいずれかである接合体。超硬合金、サーメット、鋼のいずれかからなる第1被接合材の一部にザグリが設けられ、ザグリに、cBN、ダイヤモンドのいずれかからなる第2被接合材が嵌め込まれており、第2被接合材近傍の第1被接合材が、集中的に加熱されて接合されている接合体。
(もっと読む)
1 - 10 / 56
[ Back to top ]