
国際特許分類[B23B5/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 特定の加工のために特に適合した旋削機械または旋削装置;そのための付属装置 (266)
国際特許分類[B23B5/00]の下位に属する分類
ボスまたはブレーキドラムを旋削するもの (6)
ボスまたはブレーキドラムまたは車軸を車両から取りはずさないで削正するもの (7)
弁または弁体を旋削するもの (1)
車軸,棒,ロッド,管,ロールを旋削するもの,すなわち車軸旋盤,ロール旋盤;心なし旋削 (47)
突切り旋盤 (5)
棒または管の端部の開先,面取り,またはバリ取りをするもの (24)
クランク軸,偏心体,またはカムを旋削するもの,例.クランクピン旋盤 (15)
ピストンまたは他の工作物をわずかに非円形断面に旋削するもの (1)
1つの工作物の内面および外面を同時に旋削するもの
車輪または組車輪またはそのクランクを旋削するもの,すなわち車輪旋盤 (10)
幾何学的機構により生じる工具と工作物と相対運動によって特別な形状の面を旋削するもの,例えば創成旋盤 (85)
国際特許分類[B23B5/00]に分類される特許
1 - 10 / 65
車輪用転がり軸受の外輪部材の製造方法
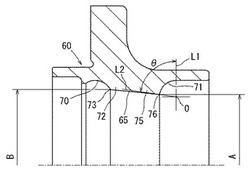
【課題】外輪部材に対する旋削加工の旋削取代を小さくする製造法を取りながら素材使用量の減少を図りコスト低減を図るとともに、玉の肩乗上げ防止性能を確保する。
【解決手段】内輪部材10と外輪部材60との間に車内側及び車外側の複列の玉55、56が同等の配設ピッチ円上に転動可能に配設される。外輪部材60は、車内側列及び車外側列の複列の玉55、56に対応する車内側及び車外側の外輪軌道面70、71が形成される。車内側軌道肩部72の肩エッジ部73の内径寸法Bは、車外側軌道肩部75の肩エッジ部76の内径寸法Aよりも大きく設定される。車外側肩エッジ部76と車内側肩エッジ部73とを繋ぐ中心孔65は、車外側から車内側に向けて徐々に大径に形成されている。
(もっと読む)
バイト切削装置

【課題】被加工物を保持する保持テーブルを有するバイト切削装置において、切削屑の厚みまで含んだ高さを保持テーブルの保持面の高さ位置と誤検出することを防ぐ。
【解決手段】バイト切削装置10の保持テーブル40は、保持部44の外周側が保持面より低く形成された切削屑落とし込み部43を有する枠体42と、切削屑落とし込み部43に配設され保持面45と同じ高さ位置の基準面を有する基準ピン46とを備え、保持テーブル40で保持された被加工物の上面高さ位置を検出するとともに基準ピン46の基準面高さ位置を検出することで被加工物厚みを検出する厚み検出手段50とを備える。厚み検出手段50は、被加工物接触部52bを有する被加工物高さ位置検出器52と、基準面接触ピン51bを有する基準面高さ位置検出器51とを備え、両検出器51,52による高さ位置の検出結果から被加工物の厚みを正確に算出することができる。
(もっと読む)
バイト切削装置及び被加工物のバイト切削方法
【課題】 切削刃の急速な磨耗を防止し、切削刃の寿命を延ばすことのできるバイト切削装置を提供することである。
【解決手段】 被加工物を保持する保持面を有するチャックテーブルと、該チャックテーブルで保持された被加工物の表面を切削するバイトを回転可能に支持するバイト手段と、該チャックテーブルの該保持面に対して水平方向に該チャックテーブルと該バイト手段とを相対移動させる切削送り手段と、該チャックテーブルの該保持面に対して鉛直方向に該チャックテーブルと該バイト手段とを相対移動する切り込み手段とを備えたバイト切削装置であって、純水供給源から供給される純水と添加剤供給源から供給される添加剤とを混合して切削液を生成する混合部と、該混合部で生成された切削液を該バイトと該チャックテーブルに保持された被加工物に供給する切削液供給ノズルと、を具備したことを特徴とする。
(もっと読む)
電極整形装置及び電極成形方法
【課題】電極先端を正規の形状に精度良く整形する。
【解決手段】整形工具3を電極10の軸心O1周りに公転させる(矢印M)ことにより、整形工具3の円周方向(センターリング8)に沿って電極10を相対移動させながら、電極10の先端11に整形刃7を当接させて整形を行う。
(もっと読む)
車輪支持用転がり軸受ユニットの製造方法
【課題】制動時にジャダーの発生を抑制できる様にすべく、ディスクブレーキを構成するディスクを取り付ける面である回転側取付面と、同じくサポート又はキャリパを取り付ける面である静止側取付面との平行度を十分に確保できる製造方法を実現する。
【解決手段】上記静止側取付面15を備えた外輪1に対し、上記回転側取付面14を備えたハブ2を回転させる。そして、この静止側取付面15を基準面として、この回転側取付面14、或いはこの回転側取付面14に結合固定したディスクの軸方向両側面に、旋削等の仕上加工を施す。これにより、上記課題を解決する。
(もっと読む)
旋盤および研削機
【課題】 省エネルギーとした、例えば超大形ワーク用の工作機械を提供する。
【解決手段】 円形のワークWをこのワークWの中心軸が鉛直方向を向く状態で支持するワーク支持体4を設ける。このワーク支持体4の軸心Oを中心とする円周軌道に沿って走行する周回走行体本体14を設ける。この周回走行体本体14に径方向に進退自在に径方向進退部材15を設け、この径方向進退部材15に工具17を直接または間接的に取付ける。周回走行体本体14と共に走行する工具17により、ワーク支持体4に支持されたワークWを切削または研削加工する。
(もっと読む)
光デバイスウエーハの加工方法
【課題】 ムシレ及び電極同士の短絡を生じることなく透光性モールド樹脂を所望の厚みに仕上げることのできる光デバイスウエーハの加工方法を提供することである。
【解決手段】 発光層に複数の光デバイスが形成され且つ該発光層の表面に光特性を向上させる透光性モールド樹脂が被覆された光デバイスウエーハの加工方法であって、該透光性モールド樹脂が露出するように光デバイスウエーハをチャックテーブルで保持する保持工程と、該チャックテーブルで保持された光デバイスウエーハの該透光性モールド樹脂にバイトを回転させながら作用させて、該透光性モールド樹脂を満遍なく旋削して該透光性モールド樹脂を所望の厚みに仕上げる旋削工程と、を具備したことを特徴とする。
(もっと読む)
研磨パッドのテーパ面形成方法
【課題】簡単な方法で研磨パッドの研磨面に円形又は環状のテーパ面を形成可能な研磨パッドのテーパ面形成方法を提供する。
【解決手段】研削バイトを研磨パッド26のテーパ面を形成したい領域の一方の端部の直下に位置付ける研削バイト位置付け工程と、チャックテーブル上の研削バイト上端に研磨パッド26を接触させて所定量下降させる下降動作と、研磨パッド26を回転させながら研削バイトを水平方向に研磨パッド26のテーパ面を形成したい領域の他方の端部まで移動させる下降動作と連動する水平移動動作とを実施して、研磨ヘッド24に装着された研磨パッド26を研削し、研磨パッド26の中心側から研磨パッド26の外周に向かって研磨パッド26が薄くなるように傾斜するテーパ面26aを研磨パッド26に形成するテーパ面形成工程と、を具備。
(もっと読む)
フランジ継手補修装置
【課題】フランジ継手のシート面とは反対側の面の切削補修を効率化及び高精度化する。
【解決手段】フランジ継手補修装置301は、環状のフランジ継手補修装置301に対して設けられる。基部302は、盤状をなし、フランジ継手501のシート面503に平行に対面して配置される。延出部303は、基部302から延び、フランジ継手501の外側周面505の近傍を経由して、管体502が延出するフランジ継手501の反対面504に対面する位置まで迫り出す。バイド304は、延出部303において反対面504に対面する箇所に設けられる。バイド304は、反対面504に対し近接離反させて反対面504に接触した状態に位置づけられる。基部302は、駆動部306の駆動によりを管体502の軸回り方向に回転し、バイド304をフランジ継手501の反対面504に摺動させる。
(もっと読む)
注型品およびその機械加工方法
【課題】バイトや絶縁物に破損や欠けの生じ難い埋め金を絶縁層内に埋め込んだ注型品の機械加工を提供する。
【解決手段】エポキシ樹脂に充填剤を充填して注型した絶縁層1と、絶縁層1に埋め込んだ埋め金2とを具備した注型品であって、絶縁層1と埋め金2との面を充填剤である石英と同等以上の硬度を有する炭化タングステンとコバルトとを混合して焼結させた超硬合金のバイトで研削し、バイトの破損や絶縁層の欠けなどを抑制して平滑面5としたことを特徴とする。
(もっと読む)
1 - 10 / 65
[ Back to top ]