
国際特許分類[B23B5/36]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | 特定の加工のために特に適合した旋削機械または旋削装置;そのための付属装置 (266) | 幾何学的機構により生じる工具と工作物と相対運動によって特別な形状の面を旋削するもの,例えば創成旋盤 (85)
国際特許分類[B23B5/36]の下位に属する分類
円錐内面または円錐外面,例.テーパピン,を旋削するもの (2)
球内面または球外面を旋削するもの (10)
二番取り面を旋削するもの,すなわち二番取り旋盤
歯車機構または案内機構によって制御されて多角状または他の非円形の面を旋削するもの,すなわち偏心旋盤 (2)
らせん状またはうず巻状の面を旋削するもの (23)
国際特許分類[B23B5/36]に分類される特許
1 - 10 / 48
金型の加工方法、金型及び光ピックアップ装置用の光学素子
【課題】例えばBD/DVD/CDの3種類の光ディスク互換用の対物レンズ等の光学素子を成形する金型であって、光学素子の効率低下を極力抑えることができる金型の加工方法、加工された金型、及び金型から転写された光学素子を提供する。
【解決手段】直線状の第1の縁部と該第1の縁部に交差する方向に延在する第2の縁部とから少なくとも一部が輪郭づけられるすくい面を備えた工具にて、前記第1の縁部を回転軸線に対して傾けてセットした工具により前記素材を切削することにより、前記第1の縁部により切削された第1の周面が回転軸線と平行になるので、かかる金型を用いて光学素子を転写すれば、前記第1の周面が光軸と平行にできる。
(もっと読む)
ロボットおよびワーク加工システム

【課題】加工装置にワークおよび加工ユニットを着脱するロボット、およびそれを用いたワーク加工システムを提供する。
【解決手段】中空ワークWを回転駆動する主軸21を回転可能に支持した主軸台11と、主軸台に対向して配設された心押台12と、工具42、52を径方向に移動可能に保持した加工ユニット40、50と、主軸台と心押台に進退移動可能に設けられ中空ワーク内に挿入された加工ユニットを両側より回転不能に挟持する一対のユニット保持アーバー25、31と、一対のユニット保持アーバーの協働により加工ユニットを軸線方向に移動させる軸線方向移動手段48と、一方のユニット保持アーバー内を通して工具を径方向に移動させる径方向移動手段47とによって構成された中空ワーク内面加工用の加工装置に用いるロボット140で、ロボットは、加工装置に中空ワークおよび加工ユニットを着脱するものである。
(もっと読む)
曲面切削加工装置
【課題】被加工対象物の切削加工時における振動を抑制することにより被加工対象物の加工精度の向上および加工時間の短縮を図ることができる曲面切削加工装置を提供する。
【解決手段】曲面切削加工装置100は、ベッド101上にベッド天板102を介してワークテーブル103およびコラム105を備えている。コラム105には、ワークテーブル103に対向した状態で切削工具ユニット110が支持されている。切削工具ユニット110には、図示上下方向に並んで第1の加工ヘッド122と第2の加工ヘッド132とが支持されている。これらの第1の加工ヘッド122および第2の加工ヘッド132は、制御装置140に作動制御されて、一方が被加工対象物WKを切削加工する際、他方が一方の往復変位方向とは反対方向に往復変位される。
(もっと読む)
旋削による非円形加工方法
【課題】加工効率の高い旋削加工により被加工物に対する非円形加工を行うことができる非円形加工方法を提供すること。
【解決手段】被加工物の加工形状データを読み込む加工形状読込み工程S1と、被加工物の所定回転角度毎における切削工具のすくい面と被加工物の加工形状の表面との交線を作成する交線作成工程S2と、この交線に対応したスプライン曲線上に切削工具の送り量を考慮した切削工具の軌跡点列を作成する工具軌跡点列作成工程S3と、工具軌跡点列に基づいて切削工具の移動基準点の軌跡点列を作成する基準点軌跡点列作成工程S4と、基準点軌跡点列を連結した軌跡点列連結データに基づいて被加工物の所定回転角度毎の第1及び第2の方向の送り量を算出して旋削加工データを作成する旋削加工データ作成工程と、を含む旋削による非円形加工方法。
(もっと読む)
補修装置および補修方法
【課題】補修作用を効率化できる補修装置および補修方法を提供すること。
【解決手段】この補修装置1は、ケーシング21と、このケーシング21に対してスライド可能に配置されるスライド軸22と、このスライド軸22に対して回転可能に配置されるターンテーブル24と、このターンテーブル24に設置されると共にバイト41を有する切削機構4と、ターンテーブル24の回転に対する切削機構4の回転半径を進退変位させる進退機構6とを備える。ケーシング21が管に対して芯出しされて位置決めされた状態にて、スライド軸22が軸方向にスライドしつつターンテーブル24が回転変位すると共に進退機構6が切削機構4を進退変位させることにより、バイト41が管の内周面形状に沿って螺旋状に旋回しつつ管の内周面を切削加工する。
(もっと読む)
フレネルレンズの製造方法、フレネルレンズの金型の製造方法、および、切削加工装置
【課題】バイトに対して被加工物を相対的に回転させることでフレネルレンズまたはフレネルレンズの金型を切削加工する技術において、加工時にバイトの回転中心からの距離が大きくなるほど回転数を低下させながらも、被加工物の加工面に粗さや形状の悪化が生じる問題に対処する。
【解決手段】フレネル面11の1つを切削加工するフレネル面加工工程と、ライズ面12の1つを切削加工するライズ面加工工程とを交互に繰り返し、フレネル面加工工程中には、被加工物のバイト27に対する回転数を一定に保ち、ライズ面加工工程中には、当該回転数を変化させる。または、フレネル面加工工程およびライズ面加工工程の間にバイト27を被加工物から離し、バイト27が被加工物から離れた状態で、当該回転数を変化させる。
(もっと読む)
加工装置および加工方法
【課題】加工形状の配置制限を緩和でき、かつ加工形状の形状精度および位置精度を向上させることができる加工装置を提供する。
【解決手段】直進駆動軸(X軸ステージ12とY軸ステージ13)により、被加工物16上の加工形状の形成予定領域の中心を、回転駆動軸11による加工工具(バイト20)の回転に合わせて円弧状に移動させつつ、直線駆動軸(Z軸ステージ14)により加工工具を加工形状に沿うように移動させる。
(もっと読む)
回折素子成形用金型及びその加工方法
【課題】
回折光学素子の成形金型の切削加工又は回折光学素子の切削加工において、切削工具の刃先の輪郭形状の誤差による回折面の加工精度の低下を大幅に低減できるように、その切削加工方法を工夫すること。
【解決手段】
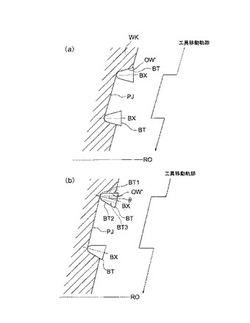
光軸を含む断面における回折面の断面形状が直線で構成され、かつ、光軸方向から見た形状が、同心円、直線、楕円形状となる回折面を備えた回折素子成形用金型の切削成形方法であって、前記金型の回折面を切削工具の刃先の直線部分を転写することによって加工を行うとき、切削工具の切削部分の輪郭形状の直線形状に対する形状誤差の値に基づき、回折面の段差部分を加工する工具エッジ部分と、当該工具エッジ部分から送りピッチ分だけ離れた位置での工具稜線上の点とを結んだ直線が加工対象の回折面と平行となるように工具の傾き角度を設定して切削加工を行うことにより回折面を形成すること。
(もっと読む)
切削加工方法および加工装置
【課題】被加工物を回転させながら、その回転中心からオフセットした位置に複数の曲面を創成する切削加工において、曲面の加工形状に制約を生じることなく、加工効率および加工精度の向上を実現する。
【解決手段】工作物スピンドルに保持されて回転する被加工物3に対して、被加工物3の回転中心C0からオフセットした位置に中心を持つ複数の曲面3aを形成する切削加工において、工具の工具軌跡5bを回転中心C0を中心とする螺線状とし、被加工物3の加工深さ方向(紙面に垂直な方向)に当該被加工物3を工具に対して進退変位させることで、複数の曲面3aを被加工物3に一括して効率よく高精度に切削加工にて形成する。
(もっと読む)
レンズ加工方法およびレンズ加工装置
【課題】累進屈折力眼鏡レンズなどの非球面レンズの旋盤加工において、加工時間の短縮と生産性を向上させることができるレンズ加工方法およびレンズ加工装置を提供する。
【解決手段】複数の未加工のレンズ3が装着されたレンズ保持手段5を旋盤加工機1の回転軸2に装着し、加工具4によって複数のレンズ3を同時に加工する。加工具4は、回転軸2の軸線と直交する方向および軸線方向から、回転軸2を中心に同心円状と螺旋状のいずれかに旋回する加工軌跡を描きながらレンズ3の光学面を順次研削または切削加工する。レンズ3は、光学面が非球面形状からなり、外形形状が正六角形であって、幾何中心が加工具4の加工軌跡の旋回中心Zoから離間した位置になるように、かつ互いに側面どうしを面接触または近接させた状態でレンズ保持手段5に装着されて加工される。
(もっと読む)
1 - 10 / 48
[ Back to top ]