
国際特許分類[B23D36/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 平削り;みぞ削り;せん断;ブローチ加工;のこ引き;やすり掛け;キサゲ加工;他に分類されない,切粉を出す金属加工のための類似の作業 (2,916) | せん断機または類似の切断機,または鋸盤のうち素材が切断方向以外の方向に送られるものに特に適した制御装置 (58)
国際特許分類[B23D36/00]に分類される特許
1 - 10 / 58
冷延鋼板のノッチング方法
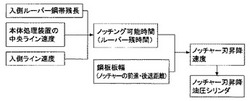
【課題】冷延鋼板連続処理ラインにおいて、先行板と後行板との板継ぎ部の板幅端部をノッチングするに際して、本体処理装置の中央ライン速度低下や本体処理装置停止の発生を的確に防止することができる冷延鋼板のノッチング方法を提供する。
【解決手段】ノッチング装置、入側ルーパー、本体処理装置の順からなる冷延鋼板連続処理ラインのノッチング方法であって、入側ルーパーの鋼帯残長によってノッチャー刃昇降速度を変更してノッチングすることにより、ノッチング時間不足による本体処理装置の停止を防止することを特徴とする冷延鋼板のノッチング方法。
(もっと読む)
圧延鋼板の製品採寸位置修正方法およびクロップ部剪断方法

【課題】本発明は、鋼板曲がり量、全長、全幅に加えてクロップ形状等の追加情報も考慮した圧延鋼板の製品採寸位置修正方法およびクロップ部剪断方法を提供する。
【解決手段】 請求項1記載の圧延鋼板のクロップ部形状情報を用いて、クロップ部を剪断するにあたり、平面形状計のクロップ部計測データから山割れ位置からの角長さを算出し、長尺角長さをL1(mm)、短尺角長さをL2(mm)、L1−L2 = A(mm)、クロップコンベア設備におけるクロップ長さ制限の最大値CLmax(mm)、最小値CLmin(mm)、山割れ部近傍を剪断する際の余裕代をα(mm)とし、これらに応じた切断位置とすることを特徴とする圧延鋼板のクロップ部剪断方法。
(もっと読む)
長尺材切断装置
【課題】複数の長尺材を設定の長さに切断できると共に、切断作業の効率向上できる長尺材切断装置とする。
【解決手段】搬送手段20で搬送した長尺材をストッパー30に当接して位置決めし、切断機40の切断手段を幅方向に移動して長尺材を設定の長さに切断する長尺材切断装置において、前記ストッパー30に搬送される全ての長尺材が当接して位置決め完了したら搬送手段20を停止して長尺材をストッパー30に向けて搬送し続ける時間を必要最小限とし、前記切断手段を移動して長尺材を切断完了したら停止して切断手段の移動距離を必要最小限として切断作業の効率向上をする。
(もっと読む)
圧縮機の切断装置および圧縮機の切断方法
【課題】歪な形状を有する圧縮機を短時間で切断することの出来る圧縮機の切断装置とその切断方法を提供する。
【解決手段】回転台10に保持された歪な形状を有する圧縮機11にサーボモータ7を連結させ、このサーボモータ7により位置制御される切断刃1を接触させるステップと、圧縮機11に対象物用サーボモータ13を連結させ、圧縮機11に切断刃1を接触させつつ圧縮機11を回転させ、各回転角度における切断刃1の位置を記憶するステップと、圧縮機11を回転させ、各回転角において記憶された位置から切断刃1を切り込ませて圧縮機11を切断するステップとを備える。
(もっと読む)
シャーリング装置の運転方法
【課題】駆動部分の耐久性を向上させることができ、且つ省エネルギーを実現できるシャーリング装置の運転方法を提供すること。
【解決手段】本発明は、長尺状のシート1をシャーリング装置3の刃部13で裁断してブランク1aとし、該ブランク1aをプレス機械20でプレスするプレス加工におけるシャーリング装置3の運転方法であって、刃部13が一体となって旋回可能な上刃13b及び下刃13aからなり、プレス機械20が、クランク機構によりプレススライド28を昇降移動させ、ブランク1aをプレスするものであり、刃部13がシート1を裁断する裁断サイクルが、刃部13を旋回させる旋回ステップAと、シート1を裁断する裁断ステップBとからなり、裁断ステップBに要する時間を一定とし、旋回ステップAに要する時間を変更可能とすることで、裁断サイクルの周期がプレススライド28の昇降移動によるプレスサイクルの周期に追従されているシャーリング装置3の運転方法である。
(もっと読む)
金属材料の剪断方法及び剪断設備
【課題】ローリングカットシャーにより厚鋼板などの金属材料を小さい剪断荷重で効率的に剪断加工する。
【解決手段】上下刃による金属材料の剪断を複数回繰り返すことにより、金属材料をその長手方向で剪断加工する際に、金属材料の1回目の剪断時に測定された材料剪断方向xでの鉛直方向剪断荷重分布PJI(x)または式P(x)=Kt2/tanθ(x)(但し、t:金属材料の板厚、K:金属材料の剪断抵抗、θ(x):材料剪断方向xでの相対レーキ角分布)で計算された鉛直方向剪断荷重分布PSU(x)に基づき、鉛直方向最大剪断荷重Pmaxが鉛直方向目標剪断荷重Pa以下となるよう、剪断時における材料送り方向での材料位置を制御する。
(もっと読む)
芯材入りゴム様弾性体被覆長尺物の切断装置および同切断方法
【課題】 多数のコアを、コア間に設けた連結部によって一定間隔で連結して形成した芯金をゴム様弾性体に埋設した長尺物を、正確に、一定長さに切断して製品とする、経済性および生産性に優れた装置および方法を提供する。
【解決手段】 多数のコアを、コア間に設けた連結部によって一定間隔で連結して形成した芯金をゴム様弾性体に埋設した長尺物10を、一定長さに切断して製品20とする。切断装置1は、少なくとも、長尺物10を搬送する第一搬送装置3と、長尺物10のコア間13の数を数えることによって製品20の長さを求めるセンサー2と、長尺物10を、コア間13で切断して求められた長さの製品20とするカッター4とで構成する。
(もっと読む)
クロップシャーの切断制御装置
【課題】この発明は、クロップシャーの起動タイミングを一旦算出した後でも、被切断材の速度変化に応じて起動タイミングを適切に補正することを目的とする。
【解決手段】クロップシャー1の起動タイミング演算装置6は、被切断材検出器3により被切断材Aを検出した時点から、速度検出器4により被切断材Aの移動速度V[n]を周期的に検出し、この検出結果に基いて最新の起動タイミングLCUT[n]を算出する。タイミング判定回路7は、位置検出器5により被切断材Aの移動距離Icntを計測し、移動距離Icntが起動タイミングLCUT[n]に達した時点で、クロップシャー1を起動する。これにより、被切断材Aの検出後に移動速度が変化した場合でも、この速度変化が反映された起動タイミングLCUT[n]を正確に算出し、クロップシャー1を常に最適なタイミングで起動することができる。
(もっと読む)
丸鋸切断機
【課題】廃棄する残材の長さを短くすることができ、ワークの切断加工を高精度に行うことができるシンプルな構成の丸鋸切断機を提供する。
【解決手段】ワークWの切断時、主バイス機構52は、ワークWを切断位置Pの出側近傍で把持固定し、送りバイス機構66は、ワークWを切断位置Pの入側近傍で把持固定する。制御装置は、パーツW1が切り出され徐々に短くなるワークWの後端位置を検出する光電センサ82を有する。光電センサ82は、切断位置Pから基準値L0以上離れた送りバイス機構66近傍に、送りバイス機構66がワークWの搬入方向に往復するのと一体に移動可能に取り付けられる。制御装置は、光電センサ82の検出結果から認識したワークWの長さL1と、残材の最小長さとして設定された基準値L0を比較し、ワークWの長さLが基準値L0以下になると切断動作を停止させる。
(もっと読む)
溶接形鋼の製造方法および製造装置
【課題】所定の長さを有する溶接H形鋼を、安定した歩留りで、かつ作業工数の増加をできるだけ抑制しながら、製造する。
【解決手段】ウェブ材2およびフランジ材3a、3bの溶接の前にそれぞれの長手方向へ発生する第1の品質不良部の範囲と、この溶接以降に長尺の溶接H形鋼7の長手方向へ発生する1または2以上の第2の品質不良部の範囲と、一定の製品長さを有する定尺製品、および、一定の範囲の製品長さを有する乱尺製品それぞれの製品寸法情報を求め、求めた第1の品質不良部情報、第2の品質不良部情報、及び製品寸法情報に基づいて、溶接不良部検出装置15の設置位置と、切断装置6による切断位置との間の長さの長尺の溶接形鋼5から、第1の品質不良部および第2の品質不良部を避けて、少なくとも定尺製品を切り出すように、切断装置6を制御する。
(もっと読む)
1 - 10 / 58
[ Back to top ]