
国際特許分類[B23K10/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | プラズマによる溶接または切断 (390)
国際特許分類[B23K10/00]の下位に属する分類
プラズマ溶接 (156)
国際特許分類[B23K10/00]に分類される特許
101 - 110 / 234
プラズマ溶接用電源及びプラズマ溶接装置

【課題】プラズマキーホール溶接のキーホールが貫通したことを判別することができるプラズマ溶接用電源を提供する。
【解決手段】プラズマ電極1と被溶接物4との間のプラズマアーク電圧Vpを検出するプラズマアーク電圧検出器VDと、このプラズマアーク電圧検出器VDの検出電圧Vdを入力して、この検出電圧Vdが予め定めた基準値以上になったときに、キーホールが貫通したと判別するキーホール貫通判別手段とを備えたプラズマ溶接用電源である。カットオフ周波数が0.8Hz〜1.6Hzの範囲で設定されて、プラズマアーク電圧検出器VDの検出電圧Vdを入力して高周波成分を除去するローパスフィルタVFを備えている。このローパスフィルタVFの出力電圧が予め定めた基準値以上になったときに、キーホールが貫通したと判別する。この結果、裏波ビードが適切に形成された溶接ビードを得ることができる。
(もっと読む)
オイルリング用線材

【課題】 本発明の目的は、2ピース型オイルリング用線材のオイルホールの形成に、レーザ穿孔技術を適用したときに発生するドロス等に起因した微小突起の問題を解決した、新規なオイルリング用線材を提供することである。
【解決手段】 本発明は、上下のフランジ部と該フランジ部を互いに連結するウェブ部を具備し、線材の長手方向に対する横断面が略I字形の2ピース型オイルリング用線材であって、前記ウェブ部の一方面には、横断面からみた両側にコイルエキスパンダを線接触させる曲率を持った内壁面と、横断面からみた中央部にコイルエキスパンダとウェブ部との間に空間を形成する溝部とを有し、前記溝部の底面には、ウェブ部を貫通する溶融貫通孔が形成されているオイルリング用線材である。
(もっと読む)
2電極アーク溶接のアーク終了制御方法
【課題】良好な溶接ビードを形成可能な2電極アーク溶接終了制御方法を提供すること。
【解決手段】シールドガスを吐出するためのシールドガスノズル内に配置された消耗電極Wおよび非消耗電極を備えた溶接トーチBを用い、消耗電極アーク6aおよび非消耗電極アーク6bを発生させることにより溶接する2電極アーク溶接のアーク終了制御方法であって、消耗電極アーク6aおよび非消耗電極アーク6bを発生させながら溶接トーチBを溶接順方向に移動させる定常溶接処理の後に、消耗電極Wを送給する消耗電極送給速度Fwを、上記定常溶接処理における大きさよりも小さくして行われる第1の溶接終了処理と、消耗電極Wの送給および消耗電極アーク6aを停止して行われる第2の溶接終了処理と、を行う。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】2電極アーク溶接において、アークスタート部の溶け込み及びビード形状を適正化すること。
【解決手段】消耗電極1aおよび非消耗電極1bを備えた溶接トーチWTを用いてアーク溶接する2電極アーク溶接のアークスタート制御方法において、消耗電極1aと母材2との間に消耗電極アーク3aを発生させ、その後は消耗電極1aを定常送給速度で送給し、非消耗電極1bと母材2との間に非消耗電極アーク3bを発生させ、その後は余熱期間の間、非消耗電極アーク3bに定常電流値よりも大きな値の余熱電流を通電すると共に、送給速度を余熱電流の値に応じて定常送給速度よりも速い余熱送給速度に切り換え、余熱期間が終了すると、送給速度を定常送給速度に切り換えると共に、非消耗電極アーク3bを通電する電流値を定常電流値に切り換えて定常溶接状態に移行させる。
(もっと読む)
プラズマ切断装置
【課題】被切断材をプラズマトーチによって切断する過程で、垂直切断に対応するプログラムを判別して上縁を曲面状に切断する。
【解決手段】プラズマ切断装置Aは、制御装置21が、切断条件記憶部21bと、形状情報記憶部21cと、被切断材の上縁を曲面切断するためのプラズマトーチの角度範囲を指定する入出力部21fと、平面形状に於ける切断面の角度とR切断するためのプラズマトーチの角度範囲とを比較して判別する判別部21eと、R切断する領域に対応して切断条件記憶部21bに記憶した切断電流及び切断速度及びプラズマトーチの高さ及びプラズマトーチの角度及びプラズマガス流量からなる切断条件の中から少なくとも一つの条件を読み出してプラズマトーチの電極に印可する切断電流及びプラズマガス流量及びプラズマトーチの移動速度及びプラズマトーチの被切断材からの高さ及びプラズマトーチの被切断材に対する傾斜角度を制御する制御部21aを有する。
(もっと読む)
プラズマキーホール溶接のスタート方法
【課題】裏波ビードが適切に形成された溶接ビードを得ることができるプラズマキーホール溶接のスタート方法を提供する。
【解決手段】プラズマ溶接電流の通電を開始して、プラズマアーク電圧が安定してプラズマキーホールの形成が開始されたと判別されたときのプラズマアーク電圧をキーホール開始基準電圧として設定する。その後、プラズマアーク電圧とキーホール開始基準電圧との差が予め定めた基準値以上になったときに、プラズマキーホールが貫通したと判別して、プラズマトーチの移動を開始する。この結果、プラズマ溶接用電源からの出力が、交流電圧、交流パルス電圧又は直流パルス電圧のいずれの場合でも、プラズマキーホール溶接のキーホールの貫通を判別することができる。
(もっと読む)
鋼板等の検査識別方法および装置
【課題】切断加工後の複雑な全数検査や抜き取り検査が不要になり、生産能率を大幅に向上できるとともに、不合格品の次工程への流失や客先での品質事故が防止できる効果的な検査識別方法およびその際に使用する装置を提供する。
【解決手段】平板な材料よりガス溶断、プラズマ切断、レーザー加工切断等により切断加工された部材を、実測した画像形状データーにより必要な寸法及び角度、曲率、中抜き形状等を切断加工すべく指示したデーターと照合することにより、切断加工後の許容公差と照合して合否および識別を行う。CCDカメラ1により撮影し認識される実測された画像形状データーを用いて、前記記載の合否および識別を行う検査方法及び装置、切断加工された部材に対して、CCDカメラ等により実測された画像形状データーにより識別し、ナンバーやコードなどの部材識別名を表示する。
(もっと読む)
プラズマ溶接法およびこれに用いられるアウターガス
【課題】プラズマ溶接法により、板厚6mm以上の炭素鋼材を安定に良好な裏ビードが形成されるように溶接することにある。
【解決手段】タングステン電極1の周囲にインサートチップ2を配し、このインサートチップ2の周囲にシールドキャップ3を配し、タングステン電極の先端部がインサートチップの先端部よりも内側に位置し、タングステン電極とインサートチップとの間隙にセンターガスを流し、インサートチップとシールドキャップとの間隙にアウターガスを流すようにしたプラズマ溶接トーチを用い、炭素鋼のプラズマキーホール溶接を行う際に、センターガスに不活性ガスを用い、アウターガスに酸素0.5〜6vol%あるいは炭酸ガス0.5〜2vol%、残部アルゴンの混合ガスを用いる。
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 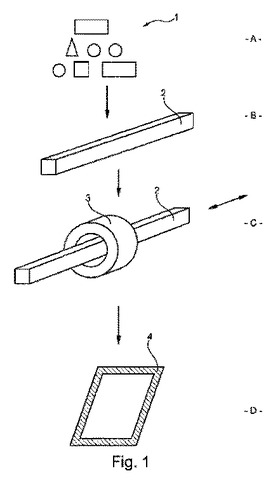 (もっと読む)
(もっと読む)
プラズマGMA溶接方法
【課題】ワイヤが必要以上に軟化するのを抑制して安定したGMAアークを発生させる。
【解決手段】本発明のプラズマGMA溶接方法は、ワイヤWと溶接母材Pとの間にパルス波形のGMA溶接電流Iwpを流すことによりGMAアーク31を発生させるとともに、溶接トーチ2と溶接母材Pとの間にプラズマ溶接電流を流すことによりプラズマアーク32を発生させる方法であって、GMA溶接電流Iwmのパルスピーク電流値Impおよびパルスベース電流値Imbを、プラズマ溶接電流Iwpを変化させるときにパルスピーク電流値Impおよびパルスベース電流値Imbが変化する変化区間を有し、かつプラズマ溶接電流Iwpがある値に設定されるときのパルスピーク電流値Impおよびパルスベース電流値Imbが、当該プラズマ溶接電流Iwpより小さい値が設定されるときのパルスピーク電流値Impおよびパルスベース電流値Imb以下であるように設定する。
(もっと読む)
101 - 110 / 234
[ Back to top ]