
国際特許分類[B23K10/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | プラズマによる溶接または切断 (390)
国際特許分類[B23K10/00]の下位に属する分類
プラズマ溶接 (156)
国際特許分類[B23K10/00]に分類される特許
71 - 80 / 234
母材加工装置における電極磨耗量計測装置、電極寿命計測装置およびトーチ高さ保持装置
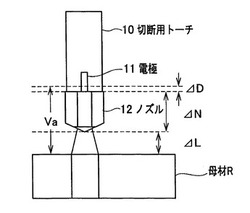
【課題】トーチの交換時期を正確に判断でき、トーチの寿命の低下や製品品質の劣化が防止できる電極磨耗量計測装置を提供する。
【解決手段】アーク電圧Vaおよび切断用トーチ10と母材Rとの距離ΔLに基づいて、電極11の磨耗量ΔDを演算する。また、電極磨耗量演算手段によって演算された電極磨耗量ΔDに応じて、切断用トーチ10と母材Rとの距離を一定に保持するように、測定されたアーク電圧Vaを補正演算し、補正アーク電圧を生成し、この補正アーク電圧をAVC装置に出力する。AVC装置では、測定アーク電圧Vaを、補正アーク電圧に置き換え、補正アーク電圧を、設定された基準アーク電圧と比較してアーク長を一定に保持するように、切断用トーチ10を母材Rの高さ方向に移動させて切断用トーチ10と母材Rとの距離を調整する制御を行なう。
(もっと読む)
プラズマミグ溶接方法

【課題】1つの溶接トーチからミグアークとプラズマアークとを同時に発生させるプラズマミグ溶接方法において、ミグアークのアーク長制御をより精密に行なうこと。
【解決手段】ミグ溶接電圧Vwmの検出値を入力として基準電圧波形Vcを中心電圧値とする変動範囲±ΔVc内に制限してミグ溶接電圧制限値Vftを算出し、このミグ溶接電圧制限値Vftに基づいてパルス周期Tf又はピーク期間Tpを変化させてミグアークのアーク長制御を行う。上記変動範囲ΔVcを上記プラズマ溶接電流の値Iwprに応じて変化させる。これにより、プラズマ溶接電流の値が大きくなるのに伴いプラズマアークがミグアークを拘束する力が強くなるために、変動範囲ΔVcを大きくして、以上電圧の重畳は抑制し、かつ、アーク長の変動に伴う電圧変動を正確に検出することができるようにする。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチWTからミグアーク3a及びプラズマアーク3bを発生させるプラズマミグ溶接方法において、プラズマ溶接電流Iwpの平均値が変化しても安定したミグアークの溶滴移行状態を維持し、良好なビード外観を得ること。
【解決手段】溶接ワイヤ1aと母材2との間にピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期とするミグ溶接電流Iwmを通電することによってミグアーク3aを発生させると共に、溶接トーチWTと母材2との間にプラズマ溶接電流Iwpを通電することによってプラズマアーク3bを発生させるプラズマミグ溶接方法において、ピーク期間及びピーク電流をプラズマ溶接電流Iwpの平均値に応じてパルス周期が一定値になるように変化させる。これにより、1パルス周期当たりの溶滴サイズが略一定になり、安定した溶滴移行状態を維持することができる。
(もっと読む)
プラズマミグ溶接方法
【課題】ミグアークとプラズマアークとを同時に発生させて溶接するプラズマミグ溶接方法において、鮮明な輪郭を有するウロコ模様のビード外観を形成すること。
【解決手段】溶接トーチを通して送給される溶接ワイヤと母材との間にパルス波形のミグ溶接電流Iwmを通電することによってミグアークを発生させると共に、溶接ワイヤを囲むように供給されるガスを介して溶接トーチと母材との間にプラズマ溶接電流Iwpを通電することによってプラズマアークを発生させる。ミグアークのアーク長Laを予め定めた切換周波数(1/Tc)で周期的に変化させ、かつ、プラズマ溶接電流Iwpをミグアークのアーク長Laの変化に同期して変化させる。これにより、アーク長の変化に加えてプラズマ溶接電流Iwpが変化するので、溶融池サイズの変化が大きくなり、輪郭が鮮明なウロコ模様のビード外観となる。
(もっと読む)
チューブ面取り加工装置
本発明は、加工部、フィードローラー部、及び定位アンロード部の三つの部分から構成されるチューブ面取り加工装置である。
加工部は加工ラックと、ベアリングを介して加工ラックに並行に設置された1組の加工ローラーと、加工ローラー連結されたドライブモータが備えられ、加工ラックの先端側にはフレームによりプラズマ切断マシンが設置されている。
加工ラックの先端にはリフトティング装置が更に設置されており、そのリフトティング装置にはトラニオンを介して加工ラックに設置されたリフトフレームが備えられ、トラニオンはリフトフレームの中間部に位置し、リフトフレームの一端はベアリングを介して加工リフトローラか設置されている。 他端側には加工油圧シリンダーが連結設置されており、加工油圧シリンダーの一端はリフトフレームに連結され、他端側は加工ラックに連結されている。当該チューブ面取り加工装置は、大量流れ生産に適し、切断、面取り加工を一工程で完了させることが可能であり、作業効率の向上、作業時間の低減という効果を奏する。
(もっと読む)
コンピュータ援用梁製作機械
梁加工装置は、梁を保持し、該梁の長軸周りに回転させる対向する万力組立体と、梁に沿って並進運動するよう構成する多数のガントリとを含む。ツールで梁を加工するために、各ガントリに固定する少なくとも1つのツールヘッド取付体を、備える。本装置をコンピュータ制御システムで操作可能にするために、多数のモータを備えて、選択的に、万力アセンブリを回転させ、ガントリを移動させる。 (もっと読む)
電極消耗検出システムを有するプラズマトーチ
【課題】電極の消耗を検出し、電極がある量の消耗を受けた時点で電極の使用を阻止するように設計されたプラズマトーチの提供。
【解決手段】電極30またはノズル15のいずれかが主トーチ本体12に対して移動可能になっており、この移動可能な部品が突起70を画定している。消耗ストッパ65は、トーチのノズル15から所定距離を隔てて位置決めされており、過度の消耗を受ける前には、電極30は、ノズル15と接触し、トーチ作動を開始させるためのパイロットアークを点弧させることが可能である。いったん電極の長さが消耗によって所定長さよりも短くなると、電極30の突起70が消耗ストッパ65に係合し、消耗ストッパ65が、電極30がノズル15と接触するのを妨げるようになっている。
(もっと読む)
プラズマ切断方法及びプラズマ切断装置
【課題】切断プログラムに介入することなく切断速度の変化が一定の基準を超えたとき、プラズマ切断トーチの高さ位置を固定し得るようにする。
【解決手段】トーチ1に設けた電極2から被切断材Bに向けてプラズマアークを噴射しつつ該トーチ1を移動させて切断する際に、アーク電圧の変化を測定してトーチ1の被切断材Bからの高さを調整するようにしたプラズマ切断方法に於いて、トーチ1の移動速度の変化を測定し、測定されたトーチ1の移動速度の変化が予め設定された変化よりも大きいことを認識したとき、トーチ1の高さ位置を固定して電極2に印加するアーク電圧の変化に関わらず前記固定した高さ位置を保持して切断する。
(もっと読む)
加工ヘッドに配置された遮蔽装置ならびに加工ヘッドおよび遮蔽装置を備えた加工機械
遮蔽装置(8)は、加工機械(1)の加工ヘッド(6)において出射する加工ビーム(19)および/または加工ビーム(19)の加工箇所(20)を周囲に対して遮蔽する。遮蔽装置(8)は、構成要素ホルダ(16)に取り付けられた遮蔽要素(18)を備えた少なくとも2つの遮蔽ユニット(13)を有している。遮蔽ユニット(13)の構成要素ホルダ(16)は、加工ビーム(19)を遮蔽するためかつ/または加工ビーム(19)の加工箇所(20)を遮蔽するために、構成要素ホルダ(16)に対応して配置された遮蔽要素(18)と共に、互いに相対運動可能である。加工機械の加工ヘッド(6)は、前述の遮蔽装置(8)を備えている。加工機械は、このような加工ヘッド(6)を備えている。 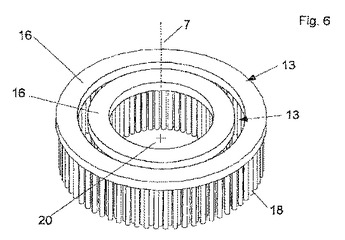 (もっと読む)
(もっと読む)
カッティングのための制御ルールおよび変数
本発明は、ビームカッティング技術を用いて1つの材料からいくつかの部材(31、32、33、34)をマシンカッティングするための方法およびシステムに関する。本発明は、2次元の形状またはパターンをカッティングするための制御ルールおよび変数のセットを提供する。1つのルールまたはいくつかのルールの組合せが、カッティングされる形状またはパターンにより、カッティング動作に用いられ、その形状またはパターンは、その1つの材料から部材(31、32、33、34)を形成する。本発明は、具体的には、自由形状の部材のダスター(3A)の成形のためのルールを備え、それらの部材は、それらの部材の形状が許す限り、そのカッティングビームの厚さのみが、隣接する部材間に見つけられるように互いに非常に近接して位置決めされることを教示する。 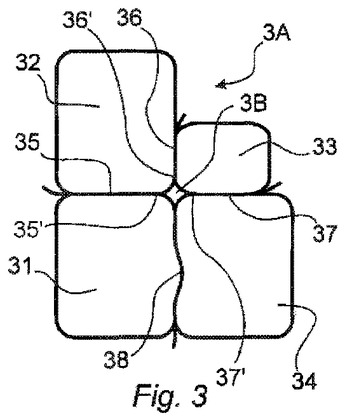 (もっと読む)
(もっと読む)
71 - 80 / 234
[ Back to top ]