
国際特許分類[B23K10/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | プラズマによる溶接または切断 (390)
国際特許分類[B23K10/00]の下位に属する分類
プラズマ溶接 (156)
国際特許分類[B23K10/00]に分類される特許
51 - 60 / 234
切断用定盤
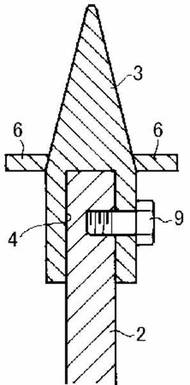
【課題】被切断材を溶融しながら切断する際に用いられ、フラットバーを平行に立設し、フラットバー上端部には、該上端部を溶損から保護するために保護カバーを取着してなる切断用定盤において、定盤下に砂利を敷設したり、搬出機を設置することなく、きわめて簡単な構成でもって、切断時に発生するノロを受けることができるようにする。
【解決手段】フラットバー上端部に一定間隔で取着される保護カバー3は、上下方向の中央に左右両側方に突出するノロ受け6を設け、切断時に発生するノロを受けるようにする。保護カバー3はまた、上側部が上端に向かって先細りの楔状をなし、熱源が保護カバー3に当たっても該保護カバー3に案内されて逃げ、跳ね返って被切断材を損傷することがないようにする。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ溶接装置

【課題】 高温割れ,アンダーカットを生じることなく安定したアークでプラズマアーク溶接をより高速化。
【解決手段】 先頭電極空間1a,1以上の中間電極空間1bおよび後尾電極空間1cと、溶接方向yの一直線上に分布し各電極空間にそれぞれが連通し前記一直線と平行な溶接線に対向して開いた3個以上の開口4a,4b,4cと、を備えるインサートチップ1。該インサートチップの各電極空間に各先端部を挿入した複数の電極2a,2b,2cと、を備えるプラズマトーチ。先頭電極2aに予熱電力を給電する第1電源18ap,18awと、中間電極2bに裏ビード形成電力を給電する第2電源18bp,18bwと、後尾電極2cになめ付け電力を給電する第3電源18cp,18cwと、を備えるプラズマ溶接装置。先頭電極又は中間電極のプラズマアークにより裏ビードを形成し、他の電極のTIGアークで予熱又はなめ付けをするプラズマ溶接装置。
(もっと読む)
アングル材切断装置
【課題】アングル材に対して簡単且つ短時間で切断加工を施すことが可能であるアングル材切断装置を提供する。
【解決手段】一方の辺Wa及びこの一方の辺Waと隣接する他方の辺Wbで形成される角部Wcを有するアングル材Wを切断するアングル材切断装置であって、アングル材Wを切断する溶接用のプラズマトーチ2と、アングル材Wの長手方向に移動可能とした台車10と、この台車10に設けられて、台車10の移動方向の端部からプラズマトーチ2を突出させた状態で支持して、プラズマトーチ2の先端をアングル材Wの一方の辺Wa及び他方の辺Wb間で角部Wcを経由して移動させるトーチ支持部20を備えている。
(もっと読む)
ハイブリッドプラズマ溶接方法,ハイブリッドプラズマトーチおよびハイブリッド溶接装置
【課題】 比較的に低パワーのレーザ投射によっても、表面が滑らかな溶接ビードが得られる高速溶接を可能にする。
【解決手段】 トーチ先端側でトーチ中心軸CLに近づくように傾斜して該トーチ中心軸に関して溶接方向yの上流側と下流側に配置した複数のプラズマ放電電極8a,8bのそれぞれと溶接対象材12との間のプラズマアークで溶接対象材をプラズマアーク溶接するとともに、中心軸CLを中心としトーチ先端に向けて収束するレーザビーム13を、溶接方向で上流側のプラズマ放電電極8bのプラズマアークによる溶融プールに投射して裏方向への溶込みを深くし、該レーザビーム投射による溶接部の表方向の盛上りを、下流側のプラズマ放電電極8aによるプラズマアーク溶接で平滑化する。
(もっと読む)
プラズマアーク溶接用トーチの清掃装置及び清掃方法
【課題】パイロットアークを発生させた状態においてノズルの先端部に堆積した堆積物Xを除去し回収することができ、プラズマアーク溶接を行う製品の生産性を向上させることができるプラズマアーク溶接用トーチの清掃装置を提供すること。
【解決手段】清掃装置1は、ノズル62の先端部621を嵌入してノズル62の先端部621を閉塞する嵌入口22と、吹付間隙21を介してノズル62の先端部621の全周へ外周側から不活性ガスG3を吹き付けるための不活性ガス流路2と、ノズル62の先端部621に設けた動作ガス噴出口622に対向する側から不活性ガスG3を吸引する吸引流路3とを備えている。清掃装置1は、パイロットアークPを発生させた状態において、吹付間隙21からノズル62の先端部621の全周へ外周側から吹き付けた不活性ガスG3を吸引流路3へ吸引することにより、ノズル62の先端部621に堆積した堆積物Tを除去する。
(もっと読む)
ピアシング方法及びピアシング装置
【課題】 本発明は、ピアシング時に発生するスラグを処理すると共に連続的に切断を開始するための新たな提案を行うものであり、ガス切断法、プラズマ切断法及びレーザ切断法のいずれにも共通して適用し得るピアシング方法及びピアシング装置を提供する。
【解決手段】 切断トーチ16の加工中心線と一致した軸線3を有し、該軸線3を中心として設定された円周上で且つ該軸線3を通る複数の直線4上にピアシング時に発生するスラグ25を吹き飛ばすためのスラグ排除ガスを噴射する噴射口2を形成し、該切断トーチ16に装着したノズルAによって被切断材Dに対するピアシングを実施する際に噴射口2からピアシング部の周囲にスラグ排除ガスを噴射し、ピアシング後で切断を開始する前にスラグ排除ガスを停止するか、或いはピアシング時のスラグ排除ガスの流量或いは圧力よりも該スラグ排除ガスの流量或いは圧力を低減して発生したスラグ25を排除することを特徴とする。
(もっと読む)
プラズマミグ溶接方法
【課題】1つの溶接トーチからミグアーク及びプラズマアークを発生させるプラズマミグ溶接方法において、両アークを通電する溶接電流にパルス波形を使用したときに、母材の組織の劣化及び割れを防止して、良好な溶接品質を得ること。
【解決手段】第1ピーク電流Ipmの通電と第1ベース電流Ibmの通電とを1パルス周期Tfとして繰り返すことによってミグアークを発生させ、第1ベース電流Ibmの通電期間の一部又は全部の期間中は第2ピーク電流Ippを通電し、前記パルス周期Tfのその他の期間中は第2ベース電流Ibpを通電してプラズマアークを発生させるプラズマミグ溶接方法において、第2ピーク電流Ipp及び第2ベース電流Ibpから形成されるプラズマ溶接電流Iwpの平均値が、予め定めた電流設定値と等しくなるように第2ピーク電流Ipp又はその通電期間Tppを制御する。
(もっと読む)
プラズマアーク溶接方法
【課題】簡便な方法により、再現性よく安定した裏ビード形成が可能であり、ブローホールの発生がなく良好な溶接ビード品質を得ることが可能なプラズマアーク溶接方法を提供する。
【解決手段】非キーホール溶接状態と、キーホール溶接状態とを周期的に変化させるプラズマアーク溶接方法であって、プラズマガスの流量を制御して非キーホール溶接状態とし、非キーホール溶接状態時のプラズマガスに添加用プラズマガスを周期的に供給することにより、プラズマガスの圧力を瞬間的に大きくしてキーホール溶接状態とすることを特徴とするプラズマアーク溶接方法である。
(もっと読む)
鋼板等の切断方法および切断装置
【課題】鋼板等を切断加工する場合、切断加工時の熱ひずみや残留応力等により被切断材が移動し、寸法形状が指示と異なる場合が発生するという問題があった。
【解決手段】問題点を解決するため、
被切断材の切断進行に伴い、上部から被切断材を拘束することにより被切断材の移動を抑制することを特徴とする切断加工方法、
被切断材の切断進行に伴い、上部から被切断材を拘束することにより被切断材の移動を抑制することを特徴とする切断加工装置、
前述の切断加工において、マグネットまたは吸盤を用い被切断材を拘束することを特徴とする切断加工方法、
前述の切断加工において、マグネットまたは吸盤を用い被切断材を拘束することを特徴とする切断加工装置、
前述の切断加工において、移動可能な押さえジグを用い上部から圧力を付与することにより被切断材を拘束することを特徴とする切断加工方法、
前述の切断加工において、移動可能な押さえジグを用い上部から圧力を付与することにより被切断材を拘束することを特徴とする切断加工装置、
を 提供することを手段とする。
(もっと読む)
プラズマ溶接トーチ、及びプラズマ溶接トーチを用いた溶接方法
【課題】従来よりも小型化が可能になるプラズマ溶接トーチを提供すること。
【解決手段】、非消耗式電極13の外周空間にアルゴンガス等の不活性ガスGが供給されると、そのうちの一部がプラズマガスGPとして用いられ、プラズマ貫通孔51を介して非消耗式電極13と母材2との間にプラズマアークPAが発生する。この状態を維持したまま、プラズマ溶接トーチ1は図4中矢印の方向に移動する。このとき、ガス流通部21に供給された不活性ガスGの一部は、プラズマガスGPとして用いられずにシールドガスGSとして、シールド貫通孔52を介して溶接方向の前方の母材2に対して噴出する。このシールドガスによって、プラズマアークPAと母材2とが大気から遮断(シールド)された状態で、母材2に対する溶接が行われる。
(もっと読む)
51 - 60 / 234
[ Back to top ]