
国際特許分類[B23K101/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断により製造される物品 (3,265) | シートパネル (23)
国際特許分類[B23K101/18]に分類される特許
11 - 20 / 23
中空パネルおよびその製造方法、パネル構造体

【課題】任意長さの中空パネルを容易に製作できる中空パネルおよびその製造方法を得る。
【解決手段】第1のパネルシート1と、この第1のパネルシート上に等間隔をおいて直線状に配列した複数個のL字形支持板21〜25と、このL字形支持板21〜25に沿って分割され、その分割部において突き合わせ接合された複数個の分割パネルシート31〜35で形成した第2のパネルシート3とで中空パネル101を構成した。
(もっと読む)
突合せ継手のレーザブレージング方法

【課題】継手強度および接合部加工性に優れた突合せ継手が得られるレーザブレージング方法を提供する。
【解決手段】薄鋼板の突合せ継手において、突合せギャップ量gを0.2mmまたは板厚の20%のいずれか大きい数値以上で、1.5mm未満とし、前記突合せ部5にレーザビームLを照射して、レーザ照射部に銅合金ワイヤ4を連続的に供給することを特徴とするレーザブレージング方法。
(もっと読む)
亜鉛メッキ鋼板のろう付け監視装置および亜鉛メッキ鋼板のろう付け監視方法
【課題】ガスバーナーを用いても火炎の温度調整を行えるようにしたろう付け装置の提供。
【解決手段】可燃性ガスと酸素とを燃焼させた火炎によってろう付けを行うガスバーナーBを用いたろう付け装置1において、
ろう付け部位近傍の火炎温度を検知可能な温度検知手段2と、温度検知手段2と接続されて温度検知手段2が検知した温度を受領し温度検知手段2の検知した温度によって可燃ガスおよび酸素の流量を制御可能なガス流量調整手段3とを設け、
ガス流量調整手段3は、温度検知手段2の検知する温度がろう材溶融温度以上であり且つ亜鉛メッキ鋼板の亜鉛沸点以下となるように可燃性ガスと酸素との流量を制御する。
(もっと読む)
金属板複合材、金属板を接合する方法および接合装置
本発明の主題は、ロールフランジ加工またはスライドフランジ加工によりフランジ加工縁(1b)の周囲で折り曲げられるフランジ(1c、1d、1c)を備える外側金属板(1)と、フランジ(1c、1d、1e)と継手(3、6、8)を形成する内側金属板(2)と、継手(3、6、8)上にまたは中に生成され、かつ金属板(1、2)を互いに固定連結する、溶接またははんだ付けシーム(4、5、7)とを有する、金属板複合材である。本発明はまた、金属板を接合する方法と、フランジ加工し溶接またははんだ付けする装置とにも関する。装置は、ツールヘッド(10)と、ツールヘッド(10)に配置され、ロールフランジ加工またはスライドフランジ加工するフランジ加工部材(13、13’)と、ツールヘッド(10)に配置された溶接またははんだ付け工具(15)とを有し、フランジ加工部材(13、13’)と溶接またははんだ付け工具(15)とは、フランジ加工部材(13、13’)が、溶接またははんだ付け工具(15)を用いて行うことができる溶接またははんだ付け工程のための押圧手段を形成するように配置される。 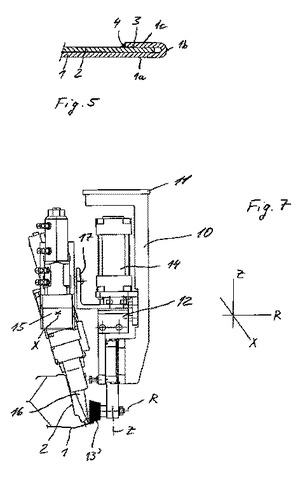 (もっと読む)
(もっと読む)
金属薄板部品の複合体
車両上又は車両のために適用され、車両に組立てられた時に車両の外殻を構成する、金属薄板部品(11、12)の複合体であって、複合体が、a)第1の外殻領域(11a)を形成し、第1の外殻領域(11a)から屈曲移行部(11b)を介して複合体の内側へ突出している第1の接合領域(11c)を含む第1の金属薄板部品(11)と、b)第2の外殻領域(12a)を形成し、第2の外殻領域(12a)から複合体の内側へ突出している第2の接合領域(12c)を含む第2の金属薄板部品(12)であって、第2の接合領域(12c)が第1の接合領域(11c)に対向している、金属薄板部品(12)と、c)金属薄板部品(11、12)が結合される溶接又は半田付け継ぎ目(17)を含み、d)継ぎ目(17)が第1の外殻領域(11a)から離間されて第1の接合領域(11c)内に形成されたフランジエッジ(11d)に沿って又は平行に延び、フランジ(11e)がフランジエッジ(11d)に沿って第1の接合領域(11c)から逸れている、金属薄板部品(11、12)の複合体。  (もっと読む)
(もっと読む)
補剛板及び補剛板の製造方法
【課題】疲労強度の向上を図った補剛板及び補剛板の製造方法を提供する。
【解決手段】鋼板(10)の面上に補剛材(20)を単数または複数溶接してなる補剛板において、鋼板と当接する補剛材の縁部(22)にレ型またはJ型開先(24)を形成し、該レ型またはJ型開先に所定の低温域でマルテンサイト変態を生起する低変態温度溶接材料からなる溶接金属(30)を溶接施工するようにした。
(もっと読む)
中空パネル構造体
【課題】組立て作業性の良好な中空パネル構造体を提供する。
【解決手段】中空パネル構造体は、並設された中空部Sを有する中空パネル構造体において、断面Z形状のリブ材3を面板2の内面2a側で複数連結し、一方のリブ材3Aの一方の遊端は、隣接する他方のリブ材3Bに固定され、一方のリブ材3Aの他方の遊端は、面板2の内面2aに固定され、面板2に固定された一方のリブ材3Aと他方のリブ材3Bとの協働で中空部Sが形成されている。
(もっと読む)
ダブルスキンパネルの接合方法及び構造体
【課題】ダブルスキンパネルを接合してなる構造体について、接合端部の寸法精度を緩和させて生産コストを下げることが可能な、ダブルスキンパネルの接合方法及び構造体を提供すること。
【解決手段】上面板11と下面板12およびその上面板11と下面板12を連結する複数のリブ13を備えるダブルスキンパネル10A,10B同士を、その上面板11同士と下面板12同士とをそれぞれの端部で接合するものであって、上面板11同士をボビンツール式の摩擦攪拌接合用工具1で摩擦攪拌接合した後、下面板12同士をアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するダブルスキンパネルの接合方法。
(もっと読む)
溶接方法と部品組立方法およびそれらの方法に用いるハンドリングロボット
【課題】パネル要素数が少ない小物部品の組み立てに際して、パネル要素の相対位置決め精度の低下をもたらすことなく、簡素な設備構成で所期の目的を達成できる溶接組立方法を提供する。
【解決手段】セルフクランプ機能を有するロケート・クランプ機構1にてアウタパネルPaとインナパネルPbとを仮止めして仮止めパネル部品Waとし、ロケート・クランプ機構1を被把持部としてハンド4側のグリッパ52にて仮止めパネル部品Waを把持する。そのままスポット溶接装置に供給してスポット溶接を施した後、ロケート・クランプ機構1から溶接後のパネル部品Wを解放し、ついでグリッパ52からロケート・クランプ機構1を解放する。ロケート・クランプ機構1は繰り返し使用する。
(もっと読む)
板材のレーザー溶接方法
【課題】 板厚が異なる金属板を突き合せてレーザー溶接する際に、溶接ビードの下面に形成される凹みを無くし、かつ突き合わせ部分に隙間があっても溶接エネルギーロスを生じることなく、かつ、低消費電力、高生産性で成型のよいテーラードブランク材を溶接することができるレーザー突き合わせ溶接方法を提供する。
【解決手段】 互いに板厚の異なる2枚の板材の片方の表面を相互にずらした状態で突き合わせ、この突き合わせ線に沿って前記片方の表面が相互にずれた側にレーザー光を照射しつつレーザー光と板材を相対的に移動させて溶接するレーザー溶接方法において、全てのレーザー光を厚い側の板材に照射と共に、溶接中に溶接速度を変更することを特徴とするレーザー溶接方法。
(もっと読む)
11 - 20 / 23
[ Back to top ]