
国際特許分類[B23P15/00]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 単一の他のサブクラスまたはこのサブクラスにおける単一グループに分類されない作業による特殊な物品の製造 (442)
国際特許分類[B23P15/00]の下位に属する分類
単一工作片からのタービン類の翼の製造 (12)
数工作片からのタービン類の翼の製造 (2)
単一工作片からのピストンリングの製造
数工作片からのピストンリングの製造
ピストンの製造 (5)
格子の製造
歯車類,例.歯車 (16)
極小径孔のある板,例.紡糸ノズルまたはバーナノズル用の板 (3)
ブレーキシユー (1)
軌道必要品,例.緩衝器
薬夾または類似外殻
ダイス (2)
熱交換器 (15)
切削工具 (367)
国際特許分類[B23P15/00]に分類される特許
1 - 10 / 19
高純度アルミニウム物品の製造方法
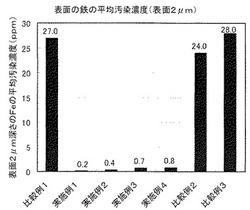
【課題】鉄、クロム、ニッケル、タングステンおよびコバルトから選択される少なくとも1種を含有する治具を接触させて加工を行っても、加工時に高純度アルミニウム材の表面に侵入した上記鉄等の不純物を除去する製造方法を提供する。
【解決手段】純度が質量比で99.999%以上のアルミニウム材を準備する工程と、前記アルミニウム材に、鉄、クロム、ニッケル、タングステンおよびコバルトから成る群から選択される少なくとも1つを含有する治具を接触させて、前記アルミニウム材を加工する工程と、前記加工を行ったアルミニウム材の表面を、フッ硝酸を含む水溶液に浸漬する、または電解研磨する工程と、を含むアルミニウム物品の製造方法。
(もっと読む)
加工方法および軸受

【課題】スーパーフィニッシュ(鏡面研削)加工を行う必要が無くなって、リードタイムの短縮を図ることができる加工方法及びこの加工方法に用いて製造した軸受を提供する。
【解決手段】軸受の構成部品をチャック装置10にてチャックしてこの構成部品の仕上げ加工を行う。チャック装置10によるチャックを解除することなく、構成部品をチャックしたまま焼入鋼切削と研削加工とを行う。
(もっと読む)
自在継手用ヨークの製造方法
【課題】厚肉の金属板にプレス加工を施す事により造る場合でも、条件の厳しい部分に亀裂等の損傷が発生しにくい自在継手用ヨークを得られる製造方法を実現する。
【解決手段】基板部16aの中間部で1対の舌状部17a、17aの間部分33をU字形に折り返して、この基板部16aを基部10aとする自在継手用ヨークとする。上記間部分33をU字形に折り返す以前に、この間部分33と上記両舌状部17a、17aの基半部とで三方を囲まれた、斜格子で表した部分の表面粗さを、この部分の表面に存在する金属材料を除去する事により向上させる。この為、上記折り返し及びその後の使用に伴って、上記部分に亀裂等の損傷を発生しにくくできる。
(もっと読む)
グレーチングの製造法
【課題】ごみ等が落ち難く、また歩行性及び自転車、車椅子、子供用の三輪車等が走行する際の走行性が向上するグレーチングの製造法を提供する。
【解決手段】帯鋼を冷間圧延し、その側端面にローレット目を有するロールを印圧することによってローレット加工した主部材11を形成する工程と、主部材11を平行に並べて横部材を直交して配置し、主部材に溶着する工程と、主部材の端部にエンドプレート或いはエンドアングル材を溶着して連結する工程とよりなるグレーチングの製造法において、前記帯鋼の側端面にローレット加工を施す工程の前或いは後に楔状のカッターを打ち込んで長手方向にV溝22を形成し、V溝内に骨材入りの樹脂23を充填する。
(もっと読む)
組立式クランクシャフト及びその製造方法
【課題】切削加工によらず組立式クランクシャフトに油通路を設けること。
【解決手段】組立式クランクシャフト1の締結部3は、鍛造された隣り合う分割ピース2A〜2Jのうち一方に設けられた有底の穴部7と、他方に設けられセレーションを有する軸部5とを含み、穴部7に軸部5を圧入して塑性締結することで隣り合う分割ピースを組み付ける。一方の分割ピースに穴部7を含む袖部6が設けられ、袖部6が穴部7に圧入された軸部5を覆う。袖部6が軸部5を覆う状態で袖部6の先端が軸部5の付け根に当接する。隣り合う分割ピースの間で軸部5を覆う袖部6によりジャーナル部10又はピン部9が構成される。ピン部9に関わり、穴部7と軸部5の間には隙間16が設けられる。鍛造時には、その軸部5にて周方向に周溝13が形成され、その穴部7の底壁に、隣接するジャーナル部10の外周に通じる貫通孔12が形成され、その袖部6の端面に穴部7から袖部6の外周に通じる連通溝14が形成される。
(もっと読む)
駆動力伝達用プーリの製造方法
【課題】固定シーブ又は可動シーブと軸部材との溶着を短時間で且つ良好に行わせ、製造時のサイクルタイムの短縮及び組み付け精度の向上を図ることができるとともに、固定シーブ又は可動シーブと軸部材との溶着部における切欠き形状を除去することにより応力集中を抑制し、強度を向上させることができる駆動力伝達用プーリの製造方法を提供する。
【解決手段】車両の駆動力を伝達するための駆動力伝達用プーリの製造方法において、固定シーブ又は可動シーブの開口部縁部を、当該固定シーブ又は可動シーブの径方向外側に折り曲げて折曲げ部を形成する折曲げ工程と、開口部に軸部材を圧入しつつ折曲げ部に電極を当接させて通電させることにより、円環状の電気抵抗溶接し、当該軸部材を固定シーブ又は可動シーブに溶着する溶着工程と、該溶着工程後、折曲げ部を除去する除去工程とを有するものである。
(もっと読む)
複合材料で製作された挿入物を含む機械部品
本発明は、セラミック繊維が中に延在する金属母材を含む複合材料で製作された少なくとも1つの挿入物(3)を備える機械部品(10)の製作方法において、複合材料の挿入物(3)が、金属外装で被覆されたセラミック繊維をそれぞれが備える複数の被覆糸(32)から得られる方法であって、被覆糸(32)の束または結合繊維を回転部品(2)のまわりに巻き付けるステップによって少なくとも1つの挿入物(3)を製造することを備える方法に関する。本発明によると、巻き付けの少なくとも一部は直線方向で実施される。本発明はまた、このようにして得られた機械部品(10)にも関し、本発明の製造方法を実施するように適合された巻付装置(20)にも関する。  (もっと読む)
(もっと読む)
複合材料で製作された挿入物を含む機械部品
本発明は、セラミック繊維が中に延在する金属母材を含む複合材料で製作された少なくとも1つの挿入物(3)を備える機械部品(10、110)の製作方法において、複合材料の挿入物(3)は、金属外装で被覆されたセラミック繊維をそれぞれが備える複数の被覆糸(32)から得られる方法であって、被覆糸(32)の束または結合繊維を回転部品(2、202)のまわりに巻き付けるステップによって挿入物(3)の予備成形物(33)を製造することを備える方法に関する。本発明によると、巻き付けの少なくとも一部は直線方向で実施される。本方法は、挿入物(3)の予備成形物(33)を第1容器(4)内に挿入するステップと、第1容器(4)を熱間静水圧圧縮するステップと、直線の挿入物(3)を形成するように第1容器(4)を機械加工するステップとをさらに備える。発明はまた、このようにして得られた機械部品(10)に関し、本発明の製造方法を実施するように適合された巻付装置(20)にも関する。 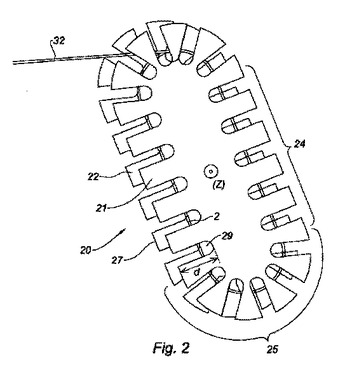 (もっと読む)
(もっと読む)
微小薄肉貴金属パイプの製造方法
【課題】肉厚が0.1mm程度の貴金属パイプの製造は容易であるが、肉厚約0.1mm以下(0.009〜0.07程度)の微小肉厚の場合、極薄肉であるために強度不足による変形(つぶれ)や不可避的な破れ、ワレが極めて発生し易いという問題がある。
【解決手段】伸管加工により作製した薄肉厚の貴金属パイプ素管に、この貴金属パイプ素管の内径寸法以下の径による線材による芯材を挿入(嵌入)してダイス加工等によって密着させ、熱処理と伸線加工を繰り返して所望形状および寸法のクラッド線を作製し、切断機により所望長さに切断し、その後に芯材を薬品で除去することにより0.07mm以下の肉厚とすることを特徴とする。
(もっと読む)
鋼材の曲げ加工方法
【課題】モールド費用や補修費用を考慮することなく、浸透探査検査やX線検査等を行わずに高品質で低コストで製品を製造することが出来る鋼材の曲げ加工方法を提供する。
【解決手段】ビードシート3の製作は、予め、曲面加工する板状の鋼材の三次元キャド図を平面図に展開し、この展開図から鋼材の概略形状を形成するための削り代を設定して曲げ加工前の形状を決定する。次いで、このような三次元キャドデータをNC工作機械に制御装置にデータを入力し、三次元キャドデータに基づき、NC工作機械等により鋼材から削り代を削り出して概略製品形状に加工する。そして、概略製品形状に加工した後、鋼材を曲面形状に曲げ加工し、曲げ加工後に曲面形状を維持させるために拘束リブを取付け、更に鋼材の回りを溶断して最終加工を行って鋼材から成るビードシート3を製造する。
(もっと読む)
1 - 10 / 19
[ Back to top ]