
国際特許分類[B23P15/02]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 単一の他のサブクラスまたはこのサブクラスにおける単一グループに分類されない作業による特殊な物品の製造 (442) | 単一工作片からのタービン類の翼の製造 (12)
国際特許分類[B23P15/02]に分類される特許
1 - 10 / 12
タービンエンジンブレード用の金属補強材の製造方法
本発明は、タービンエンジンブレードの前縁または後縁用の金属補強材(30)を作る方法に関し、方法は:予備成形品(26、70)が、溶加金属を受容することが可能な領域(28、72)を一端に有するように、前記予備成形品(26、70)を所定位置に位置決めする機器(60)によって、前記予備成形品(26、70)を位置決めするステップ(44)と、金属ビーズの形態で、前記領域(28)内で溶加金属を用いて表面硬化することによって、前記金属補強材(30)用の基部(39)を構築するステップ(46)と、を順序通りに含む。 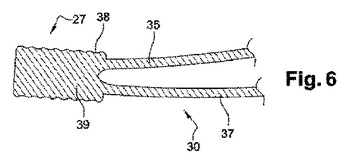 (もっと読む)
(もっと読む)
ブレードの樹脂充填保持装置、ブレードの樹脂充填固化方法、ブレードの樹脂充填固化加工方法、長尺ブレードの樹脂充填固化加工装置、長尺ブレードの樹脂充填固化加工方法

【課題】 各種ブレードを多分割した筒状治具内に樹脂鋳込して保持させ、加工機の回転チャック等に支持した筒状治具をその片端側から区分毎に順次加工するブレードの樹脂充填保持方法とブレードの樹脂充填加工方法とブレードの樹脂充填保持装置を提供する。
【解決手段】 筒1,2を軸心方向に二つ割とするとともに該筒に所定間隔毎に楔状の切込み空間S1,S2,S3を形成した筒状治具20と、上記筒状治具に設けた各切込み空間に挿入するV字状の隔壁板6〜11と、上記各隔壁板の筒内の先端6a〜11aで支持されるべく筒内に挿入されたブレードBと、上記筒状治具内に充填しブレードBを保持する樹脂材Jと、を具備するブレードの樹脂充填保持装置100である。
(もっと読む)
アブレイシブウォータージェットによる一体型羽根付きディスクの最適な製造プロセス
本発明は、全体がディスクの形状の材料ブロック(100)をアブレイシブウォータージェットによる切断ステップで、羽根間の空間の位置でブロックから材料を除去してハブから半径方向に延在する羽根プリフォームを形成するために行われる切断ステップを含む一体型羽根付きディスクの製造プロセスに関する。アブレイシブウォータージェットによる切断ステップは、それぞれの羽根間の空間を形成するために、
ブロック(100)の厚さを貫通する一片(114a)の第1の3軸切断であって、前記切断片が重力で自動的にブロック(100)から抜け落ちるように行われる第1の3軸切断と、その後に、
少なくとも1つの精密切断と
を含む。 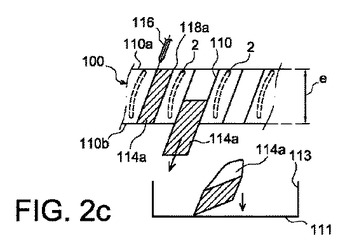 (もっと読む)
(もっと読む)
アブレイシブウォータージェットによる一体型羽根付きディスクの最適な製造プロセス
本発明は、アブレイシブウォータージェットによる切断ステップを含む一体型羽根付きディスクの製造プロセスに関し、前記アブレイシブウォータージェットによる切断ステップは、
加工機の噴出ヘッド(116)をブロックの第1の面(110a)に向けてブロックの厚さを貫通する一片(114a)の連続切断であって、ブロックの第1の面の反対側の第2の面(110b)とアブレイシブウォータージェットによって切断された前記ブロックの表面との合流線(121a)を形成する連続切断と、その後に、
前記噴出ヘッドをブロックの第2の面(110b)に向けてブロックの厚さの一部にわたって延在し、かつ前記合流線の少なくとも一部を含む一片(114b、114c)の少なくとも1つの精密切断と
を含む。 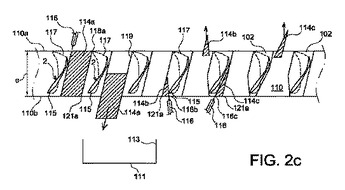 (もっと読む)
(もっと読む)
遠心圧縮機のロータの改良された製造方法

【課題】遠心圧縮機のロータに関し、最適の寸法精度を得るための製造方法を提示する。
【解決手段】複数の制御された軸を有する数値制御機械の工具20を使用し、一体構造ディスクの外径から開始して、外径に対応する半径方向空洞12の外側部分が一体構造ディスクの円形リングの半径方向の幅に対して中間に到達するまで加工して半径方向空洞の外側部分を形成し、ディスクの内径から開始して、一体構造ディスクの円形リングの半径方向の幅に対して中間に到達するまで加工して、半径方向空洞12の内側部分を形成し、前記工具を、外側又は内側部分の一方から他方に到達するまで一体構造ディスクの円形リングの半径方向の幅に対する中間に向けて実質的に半径方向に前進させ、半径方向空洞12を完成させる、ロータ10の製造方法。
(もっと読む)
タービンブレードの加工方法とその装置、タービンブレードの固定装置
【課題】タービンブレード材の各部位に焼け変質等を起こすことなく高精度に加工する加工方法の確立と、完全自動加工を達成させる新規な加工装置を提供する。
【解決手段】タービンブレード1の加工方法は、タービンブレード1の中央に位置する羽根部1Aを把持する羽根把持具10の羽根把持工程(A)と、続く露出したルート部1Bとシュラウド部1Cとを同時又は前後して加工する両端加工工程(B)と、上記タービンブレードを羽根把持具から外して加工済みのルート部及びシュラウド部を把持する両端把持具30,40の両端把持工程(C)と、上記タービンブレードの中央に位置する羽根部を変質温度以下で加工する羽根加工工程(D)とからなる。
(もっと読む)
ブリスクをフライス加工する方法
【課題】空力損失の低減を可能にする、ガスタービン用のブリスクのフライス加工方法を提供する。
【解決手段】ディスクブランクにブリスクブレード13をフライス加工するとき、ブレードの両側面は側面フライス加工によって仕上削りする。切削ストリップがブリスクブレード間の流れ方向と一致するようにフライス加工することによって、等しい幅の切削ストリップが形成され、それによって、ブレードの負圧側12及び正圧側における空力損失が低減される。
(もっと読む)
ブリスクブレードの前縁を空力的に形成する方法
【課題】広範な態様において、前縁が全長にわたって一定でかつ空力的に形成されることを可能にする、固体から機械加工されるブリスクブレードの前縁を形成する方法を提供する。
【解決手段】ブリスクブレード2の前縁1を形造るために、後続の研削及び研磨プロセスにおいて除去される材料の形状、量及び配置を、ブレードの全長にわたって前もって確定する。前縁の長さにわたって所望の材料除去に正確に対応する材料公差7を楕円形形状3が有するように、ブレード前縁をフライス加工し、その結果、空力的に有利な形状を特徴とする前縁を有するブリスクブレードがフライス加工によって作成される。
(もっと読む)
研磨ウォータジェット切削により、一体形ブレードを有しているディスクを製造する方法
本発明は、研磨ウォータジェットを使用して、ディスク(4)から放射状に延在しているブレードプリフォーム(102)を残すように材料ブロック(100)を切削するステップと、次に、ブレードプリフォーム(102)がフライス加工を施されるステップとを含む、一体形ブレードを有しているディスクを製造する方法に関する。  (もっと読む)
(もっと読む)
機械部品並びに製造及び補修法
【課題】 機械部品の製造方法(200)を提供する。
【解決手段】 方法は、焼結プリフォームを配設するために機械部品の表面(114)の少なくとも一部を下準備する工程(202)を含む。本方法は、1種以上の表面硬化材の所定分量と1種以上のろう付け材の所定分量とを混合することを含む、予備焼結プリフォーム複合表面硬化混合物を形成する工程(204)も含む。本方法は、予備焼結プリフォームを成形する工程(206)をさらに含む。予備焼結プリフォームは、所定の寸法を有する。また、方法は、焼結プリフォームを形成する工程(208)と、機械部品に焼結プリフォームを配置する工程(210)とを含む。本方法は、ろう付けによって機械部品の少なくとも一部に焼結プリフォームを固定して連結する工程(212)もさらに含む。
(もっと読む)
1 - 10 / 12
[ Back to top ]