
国際特許分類[B23P15/28]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 単一の他のサブクラスまたはこのサブクラスにおける単一グループに分類されない作業による特殊な物品の製造 (442) | 切削工具 (367)
国際特許分類[B23P15/28]の下位に属する分類
旋盤類用バイト (9)
ドリル (47)
フライスカッター (39)
平削りまたは立て削り用バイト
せん断刃 (14)
ブローチ (1)
きさげ工具またはシェービング工具
リーマ (2)
ねじ切り工具 (10)
国際特許分類[B23P15/28]に分類される特許
1 - 10 / 245
ダイヤモンド被膜被着部材およびその製造方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
工具および工具の製造方法
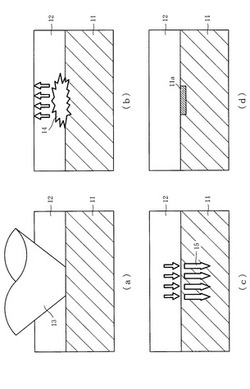
【課題】表面粗さを確保しつつ、十分な加工硬化を工具基材に付与して、工具基材に対する硬質被膜の密着強度を高めることができる工具および工具の製造方法を提供すること。
【解決手段】超硬合金からなる工具基材11に、フェムト秒レーザーピーニングによる表面処理を施し、その処理表面11aに硬質被膜を被覆する。よって、工具基材11の処理表面11aにおける表面粗さの悪化を抑制しつつ、その処理表面11aに十分な加工硬化を付与することができ、その結果、工具基材11に対する硬質被膜の密着強度を高めることができる。これにより、硬質被膜の剥がれを抑制できるので、硬質被膜による耐磨耗性や耐熱性などの効果を安定して発揮可能とし、工具寿命の優れた工具を得ることができる。
(もっと読む)
切削工具及びその形成方法

【課題】少なくとも部分的に成形された本体を有する切削工具及びその作成方法を提供する。
【解決手段】切削工具が工作機械により中心軸を中心として回転される時に被加工物上で切削操作を行うための切削工具であって、該切削工具は、中心軸を中心として配置された略円筒形の本体を含む。略円筒形の本体は第1の端部および対向する第2の端部を含む。切削工具は切削部分および取り付け部分をさらに含む。切削部分は、略円筒形の本体の第1の端部またはその周囲に配置され、切削操作の間、被加工物と係合するように構造化されたいくつかの刃先を含む。取り付け部分は略円筒形の本体の対向する第2の端部またはその周囲に配置され、工作機械に結合されるように構造化される。略円筒形の本体の少なくとも一部は、成形プロセスを介して切削部分の周囲に、切削部分を略円筒形の本体に結合するような様式で形成され成形された部分を含む。
(もっと読む)
耐摩耗性に優れた表面被覆切削工具の製造方法
【課題】耐摩耗性にすぐれた表面被覆切削工具の製造方法を提供する。
【解決手段】工具基体の少なくとも最表面に、0.05〜5μmの膜厚を有し、コランダム型のαアルミナ構造の酸化アルミニウム層を被覆形成する表面被覆切削工具の製造方法において、上記酸化アルミニウム層は、アルミニウムのアルコキシドにアルコール(好ましくは、平均粒径10〜300nmのαアルミナ粒子を含有する)を添加し、さらに酸(例えば、希塩酸)を添加した後、10℃以下の低温にて攪拌してゾルを生成させ、該ゾル中に含まれるアルミニウムと水のモル比が1:30〜1:150になるようにゾルに水を添加した後、15〜80℃の温度にて加熱・攪拌する高結晶化処理を施し、該高結晶化処理を施したゾルを上記工具基体表面へ、あるいは、表面上に形成した硬質皮膜の表面に塗布し、引き続き、乾燥処理を1回以上行い、次いで、500〜1000℃の温度範囲で焼成処理を行う。
(もっと読む)
ダイヤモンド工具の製造方法
【課題】FIB加工により形成したダイヤモンド工具の刃先表面の不純物を低減することができるダイヤモンド工具の製造方法を提供する。
【解決手段】ダイヤモンド工具の製造方法は、保持具に鑞付けされたダイヤモンド原石の刃先を加工するダイヤモンド工具の製造方法であって、次の工程を備える。(1)ダイヤモンド工具の刃先を収束イオンビーム加工により形成するFIB加工工程。(2)ダイヤモンド工具の刃先加工面にアルミニウムを蒸着し、アルミニウム膜を形成する膜形成工程。(3)アルミニウム膜形成後、ダイヤモンド工具を加熱する加熱工程。(4)加熱後、アルミニウム膜を除去する膜除去工程。
(もっと読む)
炭窒酸化チタンコーティングが施された切削インサートおよびその製造方法
【課題】炭窒酸化チタンコーティングが施された切削インサートおよびその製造方法を提供する。
【解決手段】コーティングされた切削インサートの製造方法、およびコーティングされた切削インサートは、表面を有する基材を提供するステップと、炭窒酸化チタンのCVDコーティング層を被覆するステップとを含む。炭窒酸化チタンコーティング層を被覆するためのガス状混合物は、窒素、メタン、塩化水素、四塩化チタン、アセトニトリル、一酸化炭素および水素の組成物を有する。炭窒酸化チタンコーティング層は、2次元平面図で測定すると、平均長が約1.0μmより大きく、平均幅が約0.2μmより大きく、平均アスペクト比が約2.0より大きい炭窒酸化チタンウィスカを含む。
(もっと読む)
物理蒸着でイットリウムコーティングを塗布されたコーティング付き物品および同物品を製造する方法
【課題】コーティング付き物品及び製造方法の提供。
【解決手段】コーティング付き物品(20,100)は、基材(22,102)と、PVDコーティング領域(110)を有するコーティング組織(24,106)とを有する。PVDコーティング領域(110)は、アルミニウムと、イットリウムと、窒素と、チタン、ジルコニウム、ハフニウム、バナジウム、ニオブ、タンタル、クロム、モリブデン、タングステン、およびシリコンからなる群から選択される少なくとも1つの元素とを含む。アルミニウム及びイットリウムの含有量の合計は、アルミニウム、イットリウム及び他の元素の合計の約3原子%〜約55原子%である。イットリウム含有量は、アルミニウム、イットリウム及び他の元素の合計の約0.5原子%〜約5原子%である。基材を用意するステップと、PVDコーティング領域を含むコーティング組織を堆積させるステップとを含むコーティング物品の製造方法も開示する。
(もっと読む)
サーメット及びその製造方法、並びに切削工具
【課題】耐摩耗性及び耐欠損性に優れ、更に耐熱衝撃性、耐溶着性にも優れるサーメット、及びその製造方法を提供する。
【解決手段】サーメットは、硬質相が結合相により結合されてなる。硬質相は、Ti(C,N)のみからなる第1の硬質相1と、少なくともチタン及びタングステンを含む複合炭窒化物固溶体からなる第2の硬質相2と、第2硬質相と同一の元素からなり、第2硬質相よりもタングステン濃度が高い第3の硬質相3と、に分類できる。そして、体積を2分割する任意の断面において、深さ150μmの地点を中心とする第1正方形領域と、深さ5μmの地点を中心とする第2正方形領域における第1硬質相の面積割合をそれぞれSx、Syとしたとき、Sy/Sx<0.75を満たす。また、上記した任意の断面において、焼き肌面には、厚さ1μm以上、かつ、その厚さ方向と直交する幅方向に1μm以上の連続した結合相の浸出層が存在しない。
(もっと読む)
表面被覆炭窒化チタン基サーメット製切削インサートおよびその製造方法
【課題】高負荷切削加工条件下で、優れた耐欠損性および仕上げ面精度を示す表面被覆TiCN基サーメット製切削インサートとその製造方法を提供する。
【解決手段】工具本体への取り付け用貫通穴、逃げ面、ホーニング部、すくい面、すくい面に設けたチップブレーカを備えたインサート基体を、PVD法による硬質被覆層で被覆してなる表面被覆TiCN基サーメット製切削インサートにおいて、貫通穴の支持具接触面は硬質被覆層により覆われておらず、しかもその最表面部にはCo,Niを主成分とする実質単一相からなる軟質な金属シミダシ層が露呈され、一方、インサート基体の逃げ面およびチップブレーカ表面には金属シミダシ層が存在せず、かつその表面粗さは、カットオフ値0.08mmにおける算術平均粗さRaで0.2μm以下とした耐欠損性、仕上げ面精度に優れた表面被覆TiCN基サーメット製切削インサート
(もっと読む)
耐摩耗性に優れる被覆工具およびその製造方法
【課題】耐摩耗性に優れ、苛酷な使用環境でも硼化物皮膜が剥離しないよう、高い密着強度を有した状態で被覆した被覆工具およびその製造方法を提供する。
【解決手段】工具の基材表面に中間皮膜を介して硬質皮膜を被覆した被覆工具であって、前記硬質皮膜は、Al、Si、Cr、W、Ti、Nb、Zrから選択される1種以上の元素の硼化物であって、六方晶の結晶構造であり、前記中間皮膜は、AlxMyからなる窒化物又は炭窒化物(但し、x、yは原子比を示し、x+y=100、かつ、40≦x≦95、かつ、5≦y≦60、MはTi、Cr、V、Nbから選択される1種以上)であり、前記基材側が立方晶の結晶構造、前記硬質皮膜側が六方晶の結晶構造である耐摩耗性に優れる被覆工具。硬質皮膜は、Tiの硼化物であることが好ましい。中間皮膜は、基材側から硬質皮膜側に向けてAlの含有量が増加することが好ましい。
(もっと読む)
1 - 10 / 245
[ Back to top ]