
国際特許分類[B23P15/40]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 単一の他のサブクラスまたはこのサブクラスにおける単一グループに分類されない作業による特殊な物品の製造 (442) | 切削工具 (367) | せん断刃 (14)
国際特許分類[B23P15/40]に分類される特許
1 - 10 / 14
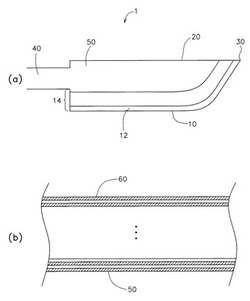
多層微細構造刃先を付けた打ち刃物およびその製造方法
【課題】砥ぎの修理も簡単にでき、従来の包丁等よりも永切れする打ち刃物を提供する。
【解決手段】多層微細構造刃先を付けた打ち刃物1は、2種類以上の材料層により構成され、同種類の材料層を相互に連続しないように略同厚に積層して高圧で全体押圧した多層構造金属板を処理・加工した、切刃30と中子40および表面50と裏面60および刃先10と棟20、を有する打ち刃物であって、前記多層構造金属板の少なくとも表面の刃先10側に相当する部分を局所的に冷間鍛造して波紋押し板を形成し、該波紋押し板を成型して得た多層多紋構造刀身素型の少なくとも前記表面を、前記棟20から前記刃先10に向けて鋭利に仕上げてしのぎ14を形成し、該しのぎ14の該刃先10側を研磨して鏡面化した小刃12を形成した。
(もっと読む)
切刃およびその製造方法

【課題】刃の表面に印章を提供する。
【解決手段】炭素鋼材料から形成された本体を含む刃が提供される。前記本体は刃先部と側面部とを有する。前記側面部はその上に有色酸化被膜220を有する。前記酸化被膜の選択された部分は前記下層の炭素鋼材料が露出されるように除去されて、当該酸化被膜と前記露出された炭素鋼材料との間の色の対比によって前記刃の表面に印章が提供される。
(もっと読む)
カミソリ刃及び製造方法
カミソリ刃のための製造工程、特に、カミソリ刃に1つ又はそれよりも多くの弱化区域を与える方法を提供する。カミソリ刃の製造に用いるためのステンレス鋼材料の細長い平坦ストリップに細長い弱化部分が設けられる。刃先が、続いて、ストリップの1つの細長い縁部に沿って設けられる。弱化部分は、刃先と対向する縁部との間にある。刃の部分は、刃先と弱化部分の間にあり、取外し可能部分が、弱化部分と対向する縁部との間にある。弱化部分は、a)ストリップの一部分を漸進的穿孔ツールで湾曲及び平坦化して局所粒子間分裂を引き起こす段階、及びb)ストリップを硬化させて露出した(分裂した)粒界を酸化させる段階によって設けられる。 (もっと読む)
化粧用鋏及びその製造方法
【課題】色彩や光沢のコントラストをデザインに取り入れることにより、高級感を有しデザイン性に優れた化粧用鋏を提供すると同時に、そのような化粧用鋏をより効率的に製造可能な方法を提供する。
【解決手段】各鋏片2,3の柄部22,32が銀色の金属素材により一体に形成され、互いに背向する第1面22A,32A及び第2面22B,32Bと、それらの周縁に連なる外周面22C,32Cとを有する。第1面22A,32A及び第2面22B,32Bが艶消し面となっていて、外周面22C,32Cが金メッキによる金色の光沢面となっている。各鋏片2,3が、刃部21と隣接する部位で互いに第2面22B,32Bを対向させて重畳され、軸廻りに回動自在に結合されている。
(もっと読む)
工具及びその製造方法
【課題】第一の部材と第二の部材との間の円滑な回動を長期間保証することができるとともに、製造に際して、熟練を必要としない工具を提供する。
【解決手段】ペンチ(200)は、第一の部材(201)と、第二の部材(202)とからなる。第一の部材と第二の部材とは回動中心点を中心として相互に回動可能であるように連結され、第一の部材及び第二の部材の一端側においてペンチとしての機能を実行し、他端側において使用者がペンチを保持するための把っ手を構成する。ペンチはベアリング(203)をさらに備えており、第一の部材と第二の部材とはベアリング(203)を介して相互に回動可能であるように連結されている。
(もっと読む)
電気かみそりの曲面形状を有する外刃の加工方法及び加工装置
【課題】加工工程を簡素化することができ、内周面形状の寸法精度を容易に高めることができるようにする。
【解決手段】金属からなる板状の外刃素材に複数の凹凸を形成しつつ当該外刃素材を曲面形状に成型する転写・曲げ工程12と、曲面形状に成型された外刃素材を焼き入れする焼入工程と、焼き入れされた曲面形状の外刃素材の内周面側の凹凸を研削することにより複数の貫通孔が設けられた刃を形成する研削工程14と、刃の形成された外刃素材を焼き戻す焼戻工程15とを備える。
(もっと読む)
複合ユーティリティナイフブレードとそのブレードの製造方法
複合ユーティリティブレードとそのようなブレード(10)を製造する方法は、高速度鋼または工具鋼ワイヤ(44)を合金鋼峰部材ストリップ(34)の前端部に突き合わせ溶接するステップを含む。ワイヤ(44)は、ブレード(10)の切刃部(14)の断面形状に実質的に対応する既定の断面形状を備える。ワイヤ(44)を峰部材ストリップ(34)に電子ビーム溶接し、合金鋼峰部材ストリップ(34)で形成された第一金属部分(20)と、高速度鋼または工具鋼ワイヤ(44)で形成された第二金属部分(22)と、第一と第二金属部分(20,22)を接合する溶接域(28)とを備える複合ストリップ(46)を形成する。切刃部(14)には,AlTiNコーティング、TiNコーティング、またはAlTiNの内層コーティングとTiNの外層コーティングを施し得る。  (もっと読む)
(もっと読む)
炭素繊維強化プラスチック製カッターロールとその製造方法
【課題】 重量が軽く、慣性モーメント(GD2)が小さい炭素繊維強化プラスチック製カッターロールとその製造方法を提供することを目的とする。
【解決手段】 マトリックス樹脂を含浸させた炭素繊維を巻き付けて積層した炭素繊維の層、またはマトリックス樹脂を含浸させた炭素繊維プリプレグを巻き付けて積層した炭素繊維の層によって形成された中空構造のロール本体の両端部にジャーナルを取り付け、表面にはカッター刃を取り付けてなることを特徴とする。
(もっと読む)
理髪用はさみの製造方法及び理髪用はさみ
本発明は理髪用はさみの製造方法に関し、はさみ刃(23、33)にハードメタルによるエッジ(24、34)が形成された理髪用はさみ(1)を製造する方法において、前記理髪用はさみ(1)のはさみ半体(2、3)であって、前記はさみ刃(23、33)と、柄(22、32)と、リング(21、31)と、をそれぞれ有する該はさみ半体(2、3)用に一つの抜板を得る工程と、前記はさみ刃(23、33)を、事前に決定された程度に、前記エッジ(24、34)から背ける方向へ湾曲させる予備成形工程と、前記はさみ刃(23、33)の互いに向き合う面に設けられた溶接ビード(5)により形成されたハードメタル材料を溶接する工程であって、前記エッジ(24、34)用にハードメタル層を形成させ、更に、事前に決定された前記はさみ刃(23、33)の予備成形が該溶接中の熱の影響により実質的に打ち消される溶接工程と、前記エッジ(24、34)を形成するために前記溶接ビード(5)を研削する工程と、前記はさみ半体(2、3)を組合せ、続いてセットする工程と、前記はさみ半体(2、3)を分離し、続いて硬化させる工程と、 前記はさみ半体(2、3)の表面処理を行う工程と、前記はさみ半体(2、3)を再び組合せる工程と、前記理髪用はさみ1をハードセットする工程と、を含んでなることを特徴とする。 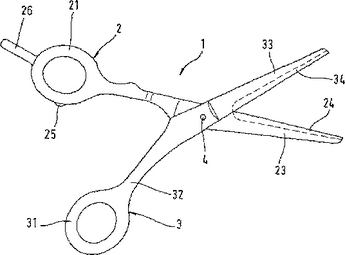 (もっと読む)
(もっと読む)
切断刃の製造方法及び切断刃
切断具、特にナイフ、ハサミ、のこぎり、家庭用品、又は工業機械の刃の製造方法であって、刃(1)は、鋼鉄又はステンレス鋼の合金製であり、その周囲の少なくとも1部にわたって延びる、少なくとも1つの刃先(3,103)を持ち、以下の段階を有することを特徴とする方法:a)刃の本体(2, 102)が、刃先もしくは各刃先(3, 103)の近傍に少なくとも1つの自由縁(F;4)を有するようにし、b)粉末状(5, 105)の、刃本体の硬度よりも高い硬度の補完材料(M, M')を少なくとも1つの自由縁(F, 4)に投射し、c)自由縁(4, F)の少なくとも一部にビード(6)やストリップ(109)を形成するため、粉末状の補完材料(5, 105)にレーザー光線(8)を照射し、d)刃先(3, 103)を補完材料(M, M7)でできたビード(6)又はストリップ(109)に形成する。この方法で製造された刃を備えた切断具は、刃の刃先の高い耐磨耗性を示す。 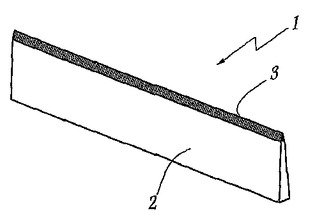 (もっと読む)
(もっと読む)
1 - 10 / 14
[ Back to top ]