
国際特許分類[B23P15/32]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 金属の他の加工;複合作業;万能工作機械 (3,247) | 単一の他のサブクラスまたはこのサブクラスにおける単一グループに分類されない作業による特殊な物品の製造 (442) | 切削工具 (367) | ドリル (47)
国際特許分類[B23P15/32]に分類される特許
1 - 10 / 47
回転工具のブランクを製造する方法及び装置並びに回転工具のブランク

【課題】本発明は、回転工具用のブランクを製造する方法及び装置、並びに回転工具用のブランク(23)、ひいては、回転工具を製造する方法及び得られた回転工具(24)に関する。
【解決手段】押出し加工用のダイ(6)と、スリーブ(10)と、一端でスリーブ(10)を閉鎖する端部部材(14)と、を備える。ダイ(6)を通る押出し加工は、切り屑排出溝(4)と任意の内部クーラント通路(3)を備える押出し材(22)を連続的に成形し、押出し材(22)はスリーブによって受け入れられる。押出し材(22)は、スリーブの内部形状に対応する形状に形成された後、再加工されて、シャンク部が形成される。スリーブ(6)内に突出する端部部材(14)の突出部(15)は、ブランクに孔(5)を形成する。シャンク部が形成された後、端部部材(14)が開放されて前に動き、ブランクを完成するために、押出し加工が連続して行われフルート部(2)を形成する。
(もっと読む)
切削工具及びその形成方法

【課題】少なくとも部分的に成形された本体を有する切削工具及びその作成方法を提供する。
【解決手段】切削工具が工作機械により中心軸を中心として回転される時に被加工物上で切削操作を行うための切削工具であって、該切削工具は、中心軸を中心として配置された略円筒形の本体を含む。略円筒形の本体は第1の端部および対向する第2の端部を含む。切削工具は切削部分および取り付け部分をさらに含む。切削部分は、略円筒形の本体の第1の端部またはその周囲に配置され、切削操作の間、被加工物と係合するように構造化されたいくつかの刃先を含む。取り付け部分は略円筒形の本体の対向する第2の端部またはその周囲に配置され、工作機械に結合されるように構造化される。略円筒形の本体の少なくとも一部は、成形プロセスを介して切削部分の周囲に、切削部分を略円筒形の本体に結合するような様式で形成され成形された部分を含む。
(もっと読む)
ツイストドリルおよびラミネート材の穿孔方法
【課題】ドリルの性能を維持しつつ、外バリおよびバリキャップの形成を抑えるツイストドリルを提供する。
【解決手段】金属用ツイストドリルは、130度の角度Aを持つ先端(18)を形成する内側切削刃を含む。各切削刃(55、57)の外側周辺部は、外側切削部(59、61)を形成する。外側切削部は、対応する内側切削刃に対して反対方向へ傾斜すると共に、ツイストドリルの回転軸に対して直角な面に対して3度の角度Bを形成する。外側切削部の切削刃の幅Dは、ツイストドリルの直径の10.5%である。金属用ツイストドリルは、バリ突出量の少ない孔を穿設できる。
(もっと読む)
ドリル用ブランクおよびドリル
【課題】 安定した製造が可能であるとともに、折損等が発生しにくく信頼性の高いドリル用ブランクおよびドリルを提供する。
【解決手段】 超硬合金からなり、一端が直径2mm以下で、該一端に対する長さの比が3以上の円柱長尺状であり、前記一端の直径が他端の直径よりも小さいドリル用ブランク1、2およびそれを加工して作製されたドリル10であり、ドリル用ブランク1、2の成形が容易で安定した製造が可能である。
(もっと読む)
ドリルヘッドの製造方法
【課題】ロウ付けタイプの切刃を備えたドリルヘッドとして、被削材に貫通孔を形成する際に孔内周面におけるスパイラルマークの発生を防止でき、優れた外観体裁と高い加工精度が得られるものを提供する。
【解決手段】各々焼結硬質材料からなる切刃チップ30A〜30Cのロウ付けによる外周側切刃3Aと中間切刃3B及び中心側切刃3Cを備えたドリルヘッド1Aの製造方法において、外周側切刃3A用の切刃チップ30Aとして外縁側に削り代32を設けたものを用い、切刃チップ3Aをヘッド本体部10の切刃取付座13aにロウ付けしたのち、切刃チップ30Aの外縁側を一段目の研磨加工によって直線状に研磨除去して外周側切刃3Aの外側縁部33を設定し、次いで二段目の研磨加工によって外周側切刃切刃3Aの外端側をアール状に研磨除去してアールRをなす刃先外端部31aを形成する。
(もっと読む)
小型ドリル及び小型ドリルの製造方法
本発明の主な目的は、ドリルの剛性を向上させ、ドリルが折れることを防ぎ、穴位置精度を向上させることができる小型ドリルを提供することにある。上記課題を解決するために本発明では、2つ以上の切削刃を具備する先端部と、2つ以上の螺旋形の屑排出溝が形成されている本体部と、を含む小型ドリルを提供する。前記屑排出溝は、少なくとも1つの長手屑排出溝と、少なくとも1つの短手屑排出溝を含む。前記長手屑排出溝のねじれ角と短手屑排出溝のねじれ角が違う。前記長手屑排出溝と短手屑排出溝が離れる状態から重なる状態に変わる。前記短手屑排出溝が長手屑排出溝と短手屑排出溝が重なる箇所まで形成されている。  (もっと読む)
(もっと読む)
超硬体、ツール、およびそれらを作製する方法
少なくとも1つの焼結した多結晶超硬構造(22、24)と、超硬合金を含む支持体(30)とを接触させて、プレコンパクトアセンブリー(40)を形成することと、プレコンパクトアセンブリー(40)を超硬材料が熱力学的に安定的な圧力および温度に曝露し、超硬先端部のためのプレフォーム体を形成することと、プレフォーム体を処理し、超硬先端部を形成することとを含む、回転機械ツールのための超硬先端部を作製する方法。 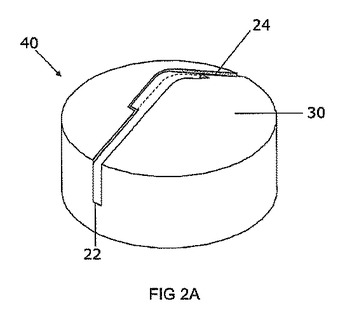 (もっと読む)
(もっと読む)
加工工具ブランク
加工工具の形成で使用するブランクであって、本体は、少なくとも一つの端面と、端面に形成された第1のリセスを含む少なくとも二つのリセスと、を有し、第1のリセスが約15゜〜約60゜の角度で端面から延び、第2のリセスが、第1のリセスに続いて約40゜〜約90゜の角度で端面から延びる。  (もっと読む)
(もっと読む)
レーザによる回転式切削工具刃の3次元表面成形
レーザ(50)を使用して、点単位の所定の幾何形状を形成するように回転式切削工具(10)の切削端(18)から材料を除去して、回転式切削工具(10)の切刃(20、22)およびこれに隣接する曲面(S)領域を形成する方法が開示される。切削端(18)の表面(S)に垂直な方向の成分(CN)を有する角度(θ)で回転式切削工具(10)の切削端(18)に向かってレーザビーム(L)を出すことにより、比較的複雑な表面および刃形状を形成することができる。レーザビーム(L)は、切削端(18)の表面(S)を複数のパスで横断して出されて材料を除去し、所望の切刃(20、22)およびこれに隣接する3次元曲面形状(S)を形成する。 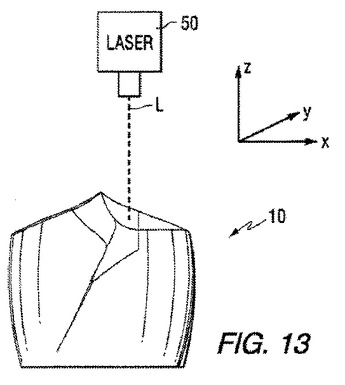 (もっと読む)
(もっと読む)
ブランク及び冷却チャンネル付き工具
本願は、流体を送達する少なくとも一つの内部穴(102,103,302,303)を有する切削工具を作製するブランク(101,301)を含み、前記ブランク(101,301)は、その縦軸(104,304)に沿って第1部位及び第2部位を少なくとも含み、前記第1部位(109,309)の前記内部穴(102,103,302,303)は、実質的に直線で、前記ブランク(101,301)の縦軸(104,304)と略平行に形成され、前記第2部位(108,308)の前記内部穴(102,103,302,303)は、ゼロより大きい第1ねじり角を持つ第1ねじり部を有し、前記ブランク(101,301)は、連続プレス成形処理、具体的には連続押出成形処理によって取得できる。本願には、ブランク(401,501)を作製するための押出装置(408,508)も記載され、前記押出装置(408,508)は、前記ねじり角、特に前記第1ねじり角度及び前記第2ねじり角の少なくとも一方を制御する制御要素(513)を含む。  (もっと読む)
(もっと読む)
1 - 10 / 47
[ Back to top ]