
国際特許分類[B24B19/06]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 他のメイングループのどれにも分類されない特定の研削加工用専用機械または専用装置 (292) | 溝,例.シャフトの溝,ケーシングの溝,チューブの溝,調和運動連結要素の溝,を研削するもの (118) | レース,例.ローラーレース,を研削するもの (32)
国際特許分類[B24B19/06]に分類される特許
1 - 10 / 32
超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法
【課題】砥石交換後1個目から精度のよい超仕上げ加工が可能な転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法を提供する。
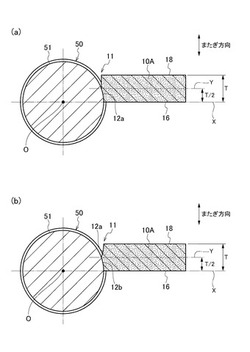
【解決手段】ロータリードレッサー50で成形される、転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法であって、ロータリードレッサー50の中心軸線Oに直交する直交線Xに対して超仕上げ砥石の中心線Yをオフセットさせた状態で、超仕上げ砥石の先端部11をロータリードレッサー50に押し付けて成形する少なくとも2回のプランジ加工を行うことで先端部11の一方側と他方側にそれぞれ湾曲面12a、12bを形成させて、先端の尖った頂部13を形成する。
(もっと読む)
研削加工盤及び研削加工方法

【課題】ワークのセット替え並びに立ち上げに要する時間の短縮化を図ると共に、インプロセスゲージを使用しない場合であっても、不良品の発生を無くし、狙い寸法通りの良品を一発で研削加工することを可能にする研削加工技術を提供する。
【解決手段】ティーチング(当て込み)を実行し、その当て込み位置SXから所定の「試し研削量A」だけワーク2を研削した後、当該ワークの径を測定し、その測定結果に基づいて、仕上寸法となるまでに研削すべき残余量(残り研削量)を算出し、その「残り研削量R」だけ研削加工を実行する。
(もっと読む)
軸受用外輪、その製造方法及び軌道面用砥石
【課題】砥石の個数を削減して砥石取付作業の簡素化及びコストの低廉化を図ることができる軸受用外輪、その製造方法及び軌道面用砥石を提供する。
【解決手段】外輪3は、各ピッチ円直径を互いに異にする円周方向に複数の球体を配列してなる複列の転動体4,5のうち大きいピッチ円直径をもつ一方側列の転動体4を転動させる第1の内側軌道面3a、及び小さいピッチ円直径をもつ他方側列の転動体5を転動させる第2の内側軌道面3bを有し、第2の内側軌道面3bは、その軌道底径d2と第1の内側軌道面3bの軌道底径d1との比d2/d1を1.1≧d2/d1≧1とするとともに、一方側列の転動体4の球径よりも大きい球径をもつ他方側列の転動体5を転動させる軌道面で形成されている。
(もっと読む)
研削装置におけるワーク保持装置および軸受軌道輪の製造方法
【課題】研削時の研削力によってズレ動きが生じたり、変形が生じたりすることなくワークを安定よく保持することができるようにした研削装置におけるワーク保持装置を提供することである。
【解決手段】主軸1の先端にマグネットチャック2を介してドライブプレート3を取付け、そのドライブプレート3に形成された円筒部4の先端のワーク吸着面5によりワークWを吸着支持する。円筒部4の内側にピンブロック7を周方向に間隔をおいて設け、それぞれのピンブロック7に形成されたピン孔11に保持ピン12を出没自在に組込む。保持ピン12の下方に形成された加圧室11bに圧縮エアを供給して保持ピン12を上方に移動させ、ピン孔11から外方に突出する保持ピン12の先端部をワークWの内径面の端部に形成された面取りcに当接させて、ワークWの内径部を保持し、その保持状態でワークWの内径面あるいは外径面の研削加工を行うようにする。
(もっと読む)
ワーク周面研削盤及びワーク周面研削方法
【課題】ワークを変形させること無く、ワークの周面を短時間に一定の加工精度で研削することが可能な低コストの研削処理技術を提供する。
【解決手段】単一の回転軸R1を中心に回転可能に構成され、ワークの周面(外輪2の内周面2m)に研削処理を施す一対の砥石(第1及び第2の砥石6,8)と、双方の砥石を回転軸に沿って互いに接近又は離間させる方向に相対移動させると共に、各砥石を同時に回転させる回転制御機構とを具備し、ワークを回転させた状態において、回転させた一対の砥石を、当該ワークの周面を横断する方向に沿って互いに接近又は離間させながら当該周面に接触させることで、ワークの周面に対する研削処理を行う。
(もっと読む)
超仕上げ方法及び超仕上げ装置
【課題】 第1溝と第2溝とを有するワークに対して互いに対応した高精度の超仕上げ加工を連続してスムーズになし得るようにする。
【解決手段】 アンギュラの方向が互いに異なる第1溝と第2溝とを有するワークWを駆動装置に装着し、ワークWを駆動しながら第1溝に超仕上げ砥石を前進して押し当てかつオシレーションしてその後に後退させる第1溝仕上げ工程と、ワークWを駆動しながら第2溝に超仕上げ砥石を前進して押し当てかつオシレーションしてその後に後退させる第2溝仕上げ工程との間に、砥石ホルダの傾斜角度が第1溝から第2溝に適合するように揺動リンクを角度変更する角度変更工程と、超仕上げ砥石を第1溝から第2溝に対向するようにリンク部材と平行な方向に移動する溝変更工程とが設けられている。
(もっと読む)
セラミックス製部品の製造方法
【課題】セラミックス製部品を容易にかつ迅速に、しかも低い製造コストで得ることができる、セラミックス製部品の製造方法を提供する。
【解決手段】窒化ケイ素またはジルコニアを含有するセラミックス材料を成形し、焼結した中間素材13の少なくとも研削加工を施す部分を超臨界水または亜臨界水に浸漬させ、当該部分を脆くする。浸漬後の中間素材13の前記研削取代を有する部分に研削加工を施す。
これにより、転動面に研削加工が施されたセラミックス製の玉10を得る。
(もっと読む)
加工方法および軸受
【課題】スーパーフィニッシュ(鏡面研削)加工を行う必要が無くなって、リードタイムの短縮を図ることができる加工方法及びこの加工方法に用いて製造した軸受を提供する。
【解決手段】軸受の構成部品をチャック装置10にてチャックしてこの構成部品の仕上げ加工を行う。チャック装置10によるチャックを解除することなく、構成部品をチャックしたまま焼入鋼切削と研削加工とを行う。
(もっと読む)
車輪用軸受
【課題】ボール傷の発生を防止し、音響特性と寿命の向上を図った車輪用軸受を提供する。
【解決手段】複列アンギュラ玉軸受で構成された車輪用軸受において、内輪13の内側転走面13aの溝底部近傍に溝底径d1よりも30〜90μmのカチコミ代2δだけ大径に形成されたカウンタ部18が形成され、このカウンタ部18が、内側転走面13aから軸方向に延びる円筒部18aと、この円筒部18aから内輪13の小端面13bに向って縮径するテーパ面18bとで構成されると共に、カウンタ部18と内側転走面13aとの繋ぎ部AがR2.0〜10.0の曲率半径からなる円弧面に丸められ、内側転走面13aと一体に総型の研削砥石によって同時研削されて滑らかに連続して形成されているので、搬送中に振動が加わった時、繋ぎ部Aとボール14が繰り返し接触してもボール14に深い傷が発生するのを防止することができる。
(もっと読む)
旋回軸受およびその軌道溝加工方法
【課題】 複列の軌道溝を有する旋回軸受において、生産性を損なわずコスト的に可能な範囲内で、軸受寿命の長期化が図れる軌道溝間距離の相互差を提示する。
【解決手段】 旋回軸受は、内輪1および外輪2の複列の軌道溝1a,1b,2a,2b間に複数のボール3が介在する。内輪1における複列の軌道溝1a,1b間の距離eiまたは外輪2における複列の軌道溝2a,2b間の距離eoがボール3の直径Dwの1ないし1.7倍であり、かつボールの直径Dwが30mmから80mmであって、前記軌道溝間距離eoと軌道溝間距離eoとの差Δeを5μmないし50μmとする。複列の軌道溝1a,1b,(2a,2b)を、アランダム系の砥石を用いて同時に加工する。
(もっと読む)
1 - 10 / 32
[ Back to top ]