
国際特許分類[B24B29/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 固体または液体研磨剤を用いまたは用いないで,柔軟または弾性材料からなる工具により工作物の表面を研磨する機械または装置 (286)
国際特許分類[B24B29/00]の下位に属する分類
特定の工作物のために設計されたもの (54)
国際特許分類[B24B29/00]に分類される特許
1 - 10 / 232
ボルト及び鉄筋の錆取り磨き具
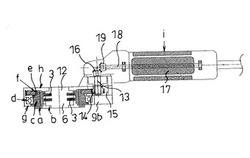
【課題】短い剣先ボルトもしくは大径、小径のボルトやナットは勿論、長いボルトもしくは鉄筋の錆取り及びぴかぴか磨き等を可能にした。
【解決手段】ブラシ3とブラシ押えbと回転リングcとベアリングdを嵌挿したブラシホルダーaを、下方ケースgに嵌挿し、下方ケースgに嵌挿した回転リングcにベアリング押えeを嵌挿し、且大径ギアfを嵌着し、モーター17と出力軸18を内蔵するハンドルiを出力軸18に取着のギア19と噛合する他方のギア16と同軸の駆動軸13の下端部に取着の小径ギア14を、大径ギアfと噛合させると共に、上方ケースhと下方ケースgとを嵌合し組み立てたボルト及び鉄筋等の錆取り磨き具である。
(もっと読む)
トップロール研磨装置

【課題】研磨時における研磨ロール自体に起因する異物の発生を低減し、研磨ロールから剥離した異物により発生する異物欠陥を低減することができるトップロール研磨装置を提供する。
【解決手段】連続溶融金属メッキラインに設けられたトップロール8の表面を研磨ロール11で研磨するトップロール研磨装置(ポリッシャー)10において、研磨ロール11として、研磨ロール11の直径Dに対する研磨ロール11の羽長さ(研磨布11bの長さ)Lの比である羽長さ比Rが0.15以下である形状を有するものを適用する。また、コントローラ20によって、研磨ロール11の回転速度が19m/s以上となるように駆動モータ12を制御する。
(もっと読む)
研磨装置
【課題】作業者の負担軽減を図る。
【解決手段】研磨装置Aは、ワークWに対して上から当接することでそのワークWを研磨するバフ11(回転工具)と、バフ11に対しワークWへの当接状態を保つための押圧力を付与する電動アクチュエータ20(押圧手段27)と、バフ11の上下方向の位置を検出して位置検出信号28Sを出力する電動アクチュエータ20(位置検出手段28)と、バフ11をその重量に応じた力で支持するための流体圧シリンダ30と、電動アクチュエータ20からの位置検出信号28Sに基づき、流体圧シリンダ30に付与される流体圧を調節する電空レギュレータ34とを備えている。
(もっと読む)
支持治具及び磁気記録媒体用ガラス基板の製造方法
【課題】ガラス基板積層体の外周端面に研磨ブラシを押し当ててもたわまず、均一にガラス基板積層体の外周端面を研磨できる支持治具を提供すること。
【解決手段】中心部に円形孔を有する円盤形状の磁気記録媒体用ガラス基板を、複数枚支持する支持治具であって、前記支持治具は、前記円形孔に挿入されて複数枚の前記磁気記録媒体用ガラス基板の位置を合わせる支持軸を有し、前記支持軸は、ヤング率が150GPa以上である、支持治具。
(もっと読む)
バフ研磨方法、バフ研磨組成物及び自動車塗装面補修用の水性乳化バフ研磨組成物
【課題】バフ研磨作業終了時、バフ研磨された表面がウエット状態(ドライアウトしていない状態)を保つことを特徴とするバフ研磨方法を提供する。
【解決手段】界面活性剤を含まず、(イ)研磨粒子10〜60質量%、(ロ)潤滑油10〜30質量%、(ハ)増粘安定化剤0.1〜2.0質量%及び水8〜79.9質量%を含むバフ研磨用水性乳化研磨組成物を用いて、バフ研磨作業終了時、バフ研磨された表面がウエット状態(ドライアウトしていない状態)を保つことを特徴とするバフ研磨方法。及び前記粒子としてアルミナ、シリカ、アルミノシリケート、酸化第二錫から選ばれる1種又は2種以上を用い、かつ、前記潤滑油としてリシノール酸トリグリセライド(ヒマシ油)及び流動パラフィン及びグリセリンを用い、かつ、(ハ)増粘安定化剤として会合型アルカリ可溶性アクリルポリマーを用いたことを特徴とする。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
端面研磨ブラシ及び磁気記録媒体用ガラス基板の製造方法
【課題】複雑な構成の端面研磨装置を使用することなく、内周面取り部と内周側面部とを均一かつ安定的に研磨する端面研磨ブラシを提供すること。
【解決手段】中心部に円形孔を有する磁気記録媒体用ガラス基板の内周端面を研磨する端面研磨ブラシであって、前記端面研磨ブラシ12はシャフト14にブラシ毛13が植毛されており、前記シャフトは、荷重19.6Nをかけた時の最大たわみ量が420μm以下である、端面研磨ブラシ。
(もっと読む)
ロールブラシおよび研磨装置
【課題】本発明は、基材に塗布された接着剤を介して取り付けられたブラシ毛、および基材に開口部が成形されたブラシ毛からなるロールブラシに関するものである。
【解決手段】本発明のロールブラシは、パイルからなるブラシ毛が植毛される基材と、前記基材を巻回している巻き芯とから少なくとも構成されている。前記ブラシ毛が植毛されているロールブラシは、平面部材の表面を研磨し、前記ブラシ毛が磨り減った場合に、前記巻き芯を巻回することにより、新しいブラシ毛表面が現れて、所望の研磨ができるような構造になっている。また、ロールブラシは、ブラシ毛となる基材に開口部が成形されている。前記開口部が成形された基材は、巻き芯に一端から他端に向けて巻回されている。前記ロールブラシは、開口部を有する基材部分が回転されながらワークの表面を研磨する。
(もっと読む)
自動研磨・洗浄装置
【課題】本発明は、縦型平面部材の左右面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の自動研磨・洗浄装置は、大型太陽電池あるいは大型液晶画面等の縦型平面部材の左右面を同時に研磨および/または洗浄をすることができる。前記縦型平面部材は、前記研磨・洗浄中に、砥粒および/または香料の入った研磨液および/または洗浄液が掛けられて研磨・洗浄が簡単で、かつ、素早く行える。本発明の自動研磨・洗浄装置は、縦型平面部材に合った素材から構成されている複数組のブラシ組立により、左右面を同時に研磨および/または洗浄を行うことができるようになっているため、前記縦型平面部材の左右両面の研磨および/または洗浄を迅速、かつ、効率良く行うことができる。
(もっと読む)
板状物の研磨方法
【課題】 板状物の外周に欠けを生じさせることなく、被研磨面の平坦度を悪化させることのない研磨方法を提供することである。
【解決手段】 板状物の裏面を板状物の直径より大きな半径の研磨面を有する研磨パッドで研磨する板状物の研磨方法であって、板状物を保持する保持面を有するチャックテーブルで板状物の表面側を保持する保持ステップと、該チャックテーブルで保持された板状物の裏面全面を該研磨パッドの研磨面で覆った状態で、該研磨パッドが装着されたスピンドルを回転させて板状物を研磨する研磨ステップとを具備し、該研磨ステップでは、該研磨パッドの回転中心から外側に向かって該研磨面と該保持面とが離反する方向に相対的に傾斜するように該スピンドルの回転軸と該チャックテーブルの回転軸とを相対的に傾斜させて研磨を実施することを特徴とする。
(もっと読む)
1 - 10 / 232
[ Back to top ]