
国際特許分類[B24B39/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | バニッシング機械または装置,すなわち,工作物表面に接する押圧部材を有する機械または装置 (81) | 回転内周面を加工するために設計されたもの (17)
国際特許分類[B24B39/02]に分類される特許
1 - 10 / 17
液圧回転機のシリンダブロック製造方法及び液圧回転機
【課題】シリンダブロックと摺動部材における正常な摺動状態を実現すると共に、安定的な摺動状態を維持できる液圧回転機のシリンダブロック製造方法及び液圧回転機の提供。
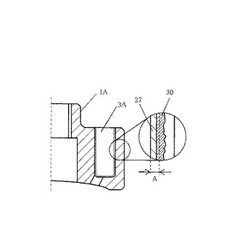
【解決手段】回転軸9と、この回転軸9の回転に伴って回転し、球状黒鉛鋳鉄によって形成されるシリンダブロック1と、このシリンダブロック1のシリンダ3の摺動面に摺接するピストン2とを備えた液圧回転機のシリンダブロック1の製造に際し、シリンダブロック素材1Aの所定部位に施す所定の表面処理加工は、シリンダブロック素材1Aの所定部位に対してバニシング加工を行い、塑性変形域層30を形成する強ひずみ加工工程と、この強ひずみ加工工程におけるバニシング加工によって形成された塑性変形域層30に対して窒化系熱処理を行い、窒素化合物層27を形成する熱処理工程と、この熱処理工程における窒化系熱処理によって形成された窒素化合物層27を除去する除去工程とを含む。
(もっと読む)
ディンプル成形バニシング工具

【課題】ディンプルの形状を簡単に調整することができるディンプル成形バニシング工具を提供する。
【解決手段】後端側を加工機に装着して回転させるマンドレル(30)と、このマンドレルの先端側に回転自在に外嵌され、マンドレルの回転に従動する転動体(41)および押圧体(42)を保持する筒状のフレーム(40)とを有し、フレームをワークの内周面に挿入して、マンドレルを回転させることにより、ワークの内周面にディンプルを成形するディンプル成形バニシング工具において、マンドレルは、転動体をフレームの径方向へ出没させることなく回転させる転動体回転部(33b)と、押圧体をフレームの径方向へ出没させつつ回転させる押圧体出没回転部(33a)とから成るディンプル調整機構を備えている。
(もっと読む)
複合加工工具
【課題】スカイビング加工部、バニシング加工部、およびディンプル成形部を備えた複合加工工具を提供する。
【解決手段】シャンク2と、シャンク2に固定されたマンドレル3と、マンドレル3に対して回転自在に外嵌されたフレーム4と、フレーム4に保持された転動部材(51)によりワークWの内周面W1にバニシング加工を行うバニシング加工部5と、フレーム4に出没自在に保持された転圧部材(61)によりディンプル成形を行うディンプル成形部6と、シャンク2の先端部に固定されたボディ81に配設され切削加工を行なうスカイビング加工部8と、を備えた複合加工工具1であって、マンドレル3の外周部には、周方向に沿って交互に配設された凹部と凸部からなる略多角形状の凹凸形状部が形成され、凹部と凸部が回転しながら交互に転圧部材(61)に係合することで、転圧部材(61)がフレーム4から出没してディンプル成形を行う。
(もっと読む)
ピーニング工具および加工方法
【課題】ワークの表面における周方向での特定の加工部位を集中的にピーニング加工することが可能なピーニング工具を提供すると共に、ピーニング加工を行う押圧体を保持するリテーナを径方向で小型化する。
【解決手段】ピーニング工具1は、押圧体であるボール7を径方向に駆動する作用部13を有するマンドレル10と、ボール7を径方向に移動可能に保持するリテーナ40を有する支持部材20とを備え、作用部13により駆動されたボール7が内周面4の開口縁4aをピーニング加工する。支持部材20は、マンドレル10を回転可能に支持する第1,第2支持部31,32を有する本体21と、マンドレル10の回転時にリテーナ40および本体21の回転を防止すべく治具60に固定される回転防止部36とを備える。リテーナ40は、本体21から軸線方向に延出していると共に、ボール7を軸線方向で第1,第2支持部31,32から離隔した位置で保持する。
(もっと読む)
クランク軸の疲労強度改善加工方法とその加工装置
【課題】ピン軸貫通孔の端部の強度を、これらの部位に一様に塑性加工を施すことによって向上させることが可能なクランク軸の疲労強度改善加工方法および加工装置を提供することである。
【解決手段】クランクスロー1のピン軸貫通孔5の端部に、一端側がピン軸貫通孔5の内径よりも小さく、他端側がピン軸貫通孔5の内径よりも大きく、一端側から他端側にかけて側面22aが凹曲面に形成され、他端側の端面の中央部に球座20aが形成された加圧工具22を、ピン軸貫通孔5に挿入してその側面22aをピン軸貫通孔5の端部に当接させ、球面座20aに、先端に凸部が形成された押圧用ロッド21aを押し付けて加圧することにより、ピン軸貫通孔5の端部を塑性変形させるようにした。それにより、応力が集中しやすいピン軸貫通孔5の端部周りが強化され、クランク軸の疲労強度が改善される。
(もっと読む)
複合加工工具および加工方法
【課題】ワークの内周面が第1加工部の第1加工具により加工された後に第2加工部の第2加工具により加工される複合加工工具において、前記第1加工具を径方向内方に位置させるリトラクト機構の機能向上を図る。
【解決手段】複合加工工具1は、スカイビング加工部6とバニシング加工部とリトラクト機構8とを備える。ワークの内周面は、スカイビング加工部6の切削刃22により加工された後にバニシング加工部のバニシングローラにより加工される。リトラクト機構8は、位置設定部31を有するリトラクトピン30と、リトラクトピン30を軸線方向に駆動する駆動機構と、切削刃22を有するカートリッチ20を径方向内方に付勢して位置設定部31に当接させる板バネ35とを備える。リトラクトピン30は、前記駆動機構により駆動されて位置設定部31を通じてカートリッチ20の位置を変更することにより、切削刃22の径方向位置を変更する。
(もっと読む)
表面加工方法
【課題】薄肉の鋳物であっても、球体により鋳巣の周辺を押圧することで、鋳物を破壊することなく鋳巣を補修することが可能な表面加工方法を提供する。
【解決手段】円筒部をもつ鋳物の内周面を押圧する球面を有する押圧ボールを備える表面加工工具と、前記押圧ボールを前記内周面の周方向に相対的に移動させて該押圧ボールを転動させつつ前記球面で該内周面を押圧するボール転動手段と、前記表面加工工具と前記鋳物とを該鋳物の軸方向に相対移動させる送り手段と、を備える表面加工装置を用い、前記表面加工工具が備える該押圧ボールの個数、該押圧ボールの直径、該内周面に対する該押圧ボールの押込量、前記ボール転動手段による該押圧ボールの移動量および前記送り手段による該押圧ボールの移動量を調整して、該内周面を軸方向に順に加工する。
(もっと読む)
Si粒子含有Al−Si系合金摺動材及び摺動面の形成方法
【課題】摺動面におけるスカッフィング(特に低温でのスカッフィング)の発生が防止されたSi粒子含有Al−Si系合金摺動材を提供する。
【解決手段】17〜35質量%のSiを少なくとも含むと共に、研削加工により形成された潤滑油保持が可能な溝部と塑性加工が施された平坦部とを有し、少なくとも前記平坦部の表面からSi粒子の一部が突出した摺動面を備えている。
(もっと読む)
転圧加工装置
【課題】転圧加工装置において、シリンダボアの内面を所望の非真円の形状に転圧加工する。
【解決手段】シリンダボア3の中心に、断面形状が非真円のマンドレル4を挿入して固定する。マンドレル4に沿ってツールヘッド5をシリンダボア3に挿入し、回転させながら軸方向に送る。ツールヘッド5の回転により、転圧ローラ6及びガイドローラ7が自転及び公転し、転圧ローラ6がシリンダボア3の内面上で転動して、シリンダボア3の内面を転圧加工する。このとき、転圧ローラ6及びガイドローラ7がマンドレル4の非真円の断面形状に倣ってシリンダボア3の径方向に移動することにより、シリンダボア3の内面が非真円の仕上げ形状に転圧加工される。
(もっと読む)
表面加工工具および表面加工装置
【課題】鋳物表面の鋳巣を補修する工具であって、工具表面に凝集する余肉の除去が可能な表面加工工具を提供する。
【解決手段】本発明の表面加工工具は、円筒部をもつ鋳物Cの内周面CSを加工する表面加工工具1であって、回転軸Xを中心に回転するとともに軸方向に送られる本体部2と、本体部2から突出し、内周面CSに対して傾斜するとともに回転方向前方に面するしごき面32aと、しごき面32aの先端部に位置し内周面CSを押圧する押圧端部3pと、をもつ押圧突起3と、押圧突起3よりも送り方向後方で本体部2から突出し、しごき面32aよりも大きく傾斜する切削面42aと、切削面42aの先端部に位置し押圧突起3が通過後の内周面CSに当接する当接端部4pと、をもつ当接突起4と、を備える。回転する本体部2を円筒部内で軸方向に送ることで、押圧突起3のしごき面32a側に集まる余肉Mが、当接突起4により切削される。
(もっと読む)
1 - 10 / 17
[ Back to top ]