
国際特許分類[B24B41/02]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | フレーム,ベッド,往復台,主軸台,などの研削機械または装置の構成部分 (928) | フレーム;ベッド;往復台 (32)
国際特許分類[B24B41/02]に分類される特許
1 - 10 / 32
加工機、運動案内装置
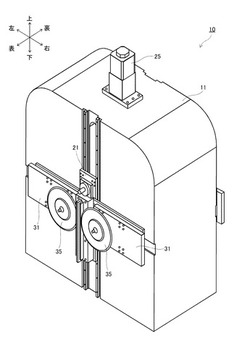
【課題】加工抵抗や熱膨張などによる機械変形が生じることが無く、精度の高い加工を安定して行うことができ、さらに、機械剛性が高く、且つ、省スペース化を実現した、従来技術にはない全く新しい加工機を提供する。
【解決手段】この加工機10は、外郭構造を形成する筺体11と、筺体11の一表面及び他表面に対してそれぞれ設けられ、載置されるワークWを筺体11の設置面と垂直方向に往復移動可能な一対のワークテーブル21と、ワークテーブル21に載置されるワークWの対向する二面を加工可能なように、一対のワークテーブル21を挟むように筺体11に設けられる複数台の加工ヘッド31と、を備えている。そして、この加工機10には、一対のワークテーブル21及び複数台の加工ヘッド31のそれぞれに対して加わる応力の一部を筺体11に受け持たせるモノコック構造が採用されている。
(もっと読む)
加工装置

【課題】加工装置自体のさらなる小型化の要求に応えるための新規な構造の加工装置を提供する。
【解決手段】被加工物を保持する保持手段と、該保持手段に保持された該被加工物を加工する加工手段と、該保持手段を支持し内部に空洞部を備えたフレーム、又は、該加工手段を支持し内部に空洞部を備えたフレームと、を備えた加工装置において、該フレームの空洞部に、流体又は電流を該加工装置の必要箇所に供給する配管又は配線が配設されている。
(もっと読む)
工作機械
【課題】コンパクトな構造及び改善された機械強度を有する工作機械を提供する。
【解決手段】垂直な1つの前壁3とこれに対して直角に配設された2つの側壁2,2’とを有する支柱1を有する1つの機械フレームと、前壁3に配設された1つの工作物保持装置8と、工具14,14’を有する少なくとも1つの工具ホルダ10とを有し、前壁3が、仮想平面E内に位置する、軸状の工作物7を加工するための工作機械において、垂直ガイド5と工作物保持装置8が、仮想平面Eの向かい合う両側に配設されている。
(もっと読む)
移動式キャリッジと直線ガイドを備えた装置
【課題】移動可能なキャリッジとリニアガイドを備えた装置を提供する。
【解決手段】装置は、移動可能なキャリッジと、該キャリッジを案内するためのリニアガイドであって、第1滑り面を形成する第1案内経路部と、第2滑り面を形成する第2案内経路部とからなる。第1滑り面を形成するために、キャリッジは、少なくとも1つのポケットを有し、このポケットが、第1案内経路部に沿って滑ることができ、キャリッジに作用する軽減力を作り出すために潤滑剤がポケットに圧力下で保持されている。第2案内経路部は、キャリッジに作用する摩擦力を生じる島状面を有し、軽減力を作り出すために少なくとも1つのポケットに圧力媒体が保持される時に、第1滑り面が第2滑り面の荷重を軽減するように配置される。
(もっと読む)
センターレス研削盤
【課題】研削砥石1の外径、調整車2の外径、ワーク5の外径に応じて行う調整車2の設定、調整を簡素化でき、加工精度が安定できるようにする。
【解決手段】ベッド10上に水平スライド機構Aを介してテーブル11を配置し、そのテーブル11にγ旋回スライド機構Bを介して旋回台13を配置し、その旋回台13に横スライド機構Cを介してアッパスライド12を配置し、そのアッパスライド12に調整車2を配置する。水平スライド機構Aは、ワーク5の研削時にテーブル11をベッド10に対して水平方向に相対移動させることでワーク5の外径に合わせて調整車2を移動させる。γ旋回スライド機構Bは、旋回台13をワーク5の軸心w周りに回転移動させる。横スライド機構Cは、アッパスライド12を旋回台13に対して相対移動させる機能を有する。γ旋回スライド機構Bの有する機能により、旋回台13を回転移動させることで、ワーク5の調整車2に対する心高角γが調整可能でかつ、心高角γが常に一定であるセンターレス研削盤とした。
(もっと読む)
インゴットブロックの複合面取り加工装置
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面を一対のカップホイール型第一研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型第二研削砥石10g,10gでそのブロックの四側面を仕上げ研削加工する面取りをし、更に、そのブロックの四隅R面を研削車9gで仕上げ加工して角柱状インゴットブロクを製造する複合面取り加工装置1。
(もっと読む)
複合研削盤における回転バランス調整方法及び複合研削盤
【課題】砥石台に複数の砥石が載置された複合研削盤において、装置が大型化することなく、より単純な構成にて振動の発生をより低減することができる複合研削盤における回転バランス調整方法、及び複合研削盤を提供する。
【解決手段】砥石台15上には、第1砥石駆動モータ40Mの回転軸Z40と第2砥石駆動モータ50Mの回転軸Z50とが平行、且つ隣り合うように、第1及び第2砥石装置が載置されており、回転軸Z40に対して対称となる位置が回転軸Z50と一致する仮想対称面MAを仮定し、第1砥石駆動モータの回転方向と第2砥石駆動モータの回転方向が互いに逆方向となるように、且つ回転速度を一致させ、回転中の第1砥石駆動モータのアンバランス位置UB1と、回転中の第2砥石駆動モータのアンバランス位置UB2と、が仮想対称面MAに対して対称位置となるように、第1砥石駆動モータと第2砥石駆動モータとを同期させて回転させる。
(もっと読む)
複合研削盤
【課題】複数の砥石を配置した旋回台をより小さくするとともに、旋回台上に配置する砥石をより適切な位置に配置することで、旋回台を更に小型化できるとともに、加工時間をより短く、更に複合研削盤の全体も小型化することができる複合研削盤を提供する。
【解決手段】第1アンギュラ砥石とプレーン砥石(互いの回転軸は平行、且つ旋回軸に直交)が旋回軸周りに旋回する旋回台上に配置されており、旋回軸を通り砥石回転軸に平行な基準対称面MAと、基準対称面に直交して旋回軸を通る基準直交面MBを仮定し、第1アンギュラ砥石TA1の研削基準点PA1と、プレーン砥石TP1の研削基準点PP1と、が基準対称面に対して非対称となる位置に配置されており、プレーン砥石の研削基準点が、第1アンギュラ砥石の研削基準点よりも基準直交面に近い位置に配置されているとともに第1アンギュラ砥石の研削基準点よりも基準対称面から遠い位置に配置されている。
(もっと読む)
シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】インデックス型ロータリーテーブル2にサーボモータ3mによりセンター軸を回転させる主軸台3rの4台と心押台3fの4台よりなるクランプ機構3を同一円周上に等間隔にかつ、縦方向に4基設け、この4基のクランプ機構の位置でインデックス型ロータリーテーブル2上のワークピースw位置を、ローディング/仕上げ研削砥石を用いるコーナー部仕上げ研削加工/アンローディングステージ(s1)と、一対のカップホイール型砥石を用いる両側面同時平面研削加工ステージ(s2)と、粗研削砥石を用いるコーナー部粗研削加工ステージ(s3)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s4)の四つの研削加工ステージに区分けしたインゴットの面取り加工装置1。
(もっと読む)
シリコンインゴットの面取り加工装置およびそれを用いる角柱状シリコンインゴットの面取り加工方法
【課題】スループット時間が短く、フットプリントがコンパクトな角柱状シリコンインゴットの面取り加工装置を提供する。
【解決手段】インデックス型ロータリーテーブル2にサーボモータ3mによりセンター軸を回転させる主軸台3rの4台と心押台3fの4台よりなるクランプ機構3を同一円周上に等間隔にかつ、縦方向に4基設け、この4基のクランプ機構の位置でインデックス型ロータリーテーブル2上のワークピースw位置を、ローディング/粗研削砥石を用いるコーナー部粗研削加工/アンローディングステージ(s1)と、一対のカップホイール型砥石を用いる両側面同時平面研削加工ステージ(s2)と、仕上げ研削砥石を用いるコーナー部仕上げ研削加工ステージ(s3)と、一対のカップホイール型砥石を用いる両側面同時平面仕上げ研削加工ステージ(s4)の四つの研削加工ステージに区分けしたインゴットの面取り加工装置1。
(もっと読む)
1 - 10 / 32
[ Back to top ]