
国際特許分類[B24B47/10]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削機械または装置の駆動装置または伝動装置;そのための装置 (213) | 砥石車または工作物を保持する加工スピンドルを回転または往復動するためのもの (78)
国際特許分類[B24B47/10]の下位に属する分類
機械的伝動機構または電気的駆動機構によるもの (47)
液圧または気体圧によるもの (10)
往復運動させるもの,例.その間に主軸の回転方向が逆転されるもの (12)
砥石車の摩耗に対応する速度で砥石軸を回転するもの (1)
国際特許分類[B24B47/10]に分類される特許
1 - 8 / 8
内径面加工方法、内径面加工用ツールおよび内径面加工装置
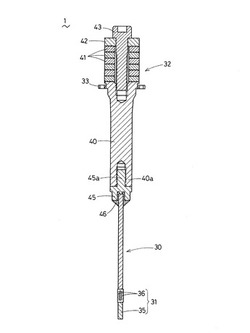
【課題】砥石部の径方向への拡幅振動により、ワークの被加工穴内径面についての高い加工能率化を実現することができる内径面加工技術を提供する。
【解決手段】ツール本体30と、このツール本体30の一部に設けられ、軸方向振動により径方向へ拡幅振動する構造を有する砥石加工部31と、ツール本体30に軸方向振動を与える超音波振動子32とを備えてなり、超音波振動子32によりツール本体30に軸方向振動が与えられると、この軸方向振動により砥石加工部31が径方向へ拡幅振動して、ワークの被加工穴内径面に対して径方向振動を伴った加工を行う。これにより、ホーニング加工等の内径面加工における加工効率を向上させることができる。
(もっと読む)
研磨装置

【課題】回転する研磨工具を被加工物に押し付ける研磨荷重を高精度に制御する。
【解決手段】研磨工具1を被加工物に当接して研磨加工する研磨装置において、研磨工具1の工具軸2に取り付けられた第1部材3にラジアル方向の磁気吸引力を発生する第2部材4を嵌合させ、第2部材4を回転させることにより研磨工具1を回転駆動する。第2部材4をモータ12によってスラスト方向に移動させることにより、研磨工具1を被加工物に押し付ける研磨荷重を与える。研磨工具1の回転数や回転トルクによって研磨荷重が影響されることがない。
(もっと読む)
精密研削装置
【課題】 ナノ精度の高精密研削装置の提供。
【解決手段】 磁気軸受と静圧水軸受により軸受けされる回転/直動可能な砥石軸13、前記砥石軸を回転/直動させる回転/直動複合アクチュエータ16,18、前記砥石軸の移動距離を測定する位置測定手段85、および、前記砥石軸13を固定するコラム7を砥石軸方向に直線移動させる駆動手段9を備える研削ステージTSと、前記砥石軸に軸承される砥石14の研削加工面に対して被研削物表面を直角方向に保持する回転保持具20、および、静圧水軸受で軸受けされた前記回転保持具の主軸を回転駆動させる回転駆動手段を備えるワークステージWS、とを供える研削装置1。
(もっと読む)
研削方法
【課題】 良好な品質で研削を行う。
【解決手段】 (a)作用面上の周方向に沿って第1の方向が固定的に画定された砥石であって、作用面上に交差するドレッシング痕が形成されないように、作用面をドレスされた砥石を準備する。(b)被研削面に第2の方向が固定的に画定された研削対象物を準備する。(c)ドレスされた砥石の作用面を研削対象物の被研削面に接触させ、砥石を回転させながら、回転する砥石の作用面が第2の方向と平行な方向に沿って、研削対象物の被研削面上を移動するように、砥石と研削対象物とを相対的に移動させて、研削対象物の被研削面を研削する。工程(c)は、(c1)砥石が研削対象物の被研削面と接触する位置における第1の方向と、第2の方向とを同一の方向とする条件で、砥石を、第1の方向に回転させるとともに、研削対象物上を第2の方向に移動させる工程を含む。
(もっと読む)
研磨装置
【課題】砥石軸を揺動する機構を持ちながら、簡素な構造で研磨液の容器からのこぼれを防ぎつつ、研磨液を確実に回収することのできる研磨装置を提供する。
【解決手段】本発明の研磨装置1は、研磨液を用いて所望の曲率に荒削りされたガラス材の表面を研磨する研磨装置であって、前記ガラス材の表面を研磨する砥石3と、前記ガラス材を所定の圧力で前記砥石3に対して加圧する押圧軸2と、前記砥石3に固着され、前記押圧軸2を含む平面上で球芯揺動する砥石軸4と、前記砥石軸4と所定の距離だけ離間して設けられた回転機構6と、前記回転機構6に設けられ、前記砥石軸4と接触せずに前記回転機構6の回転力を前記砥石軸4に伝達する伝達機構7と、前記砥石軸4に設けられ、前記回転力を受容して前記砥石軸4を回転させる受容機構8と、前記伝達機構7と前記受容機構8との間に介装され、前記研磨液を回収する容器5とを備えている。
(もっと読む)
加工装置
【課題】加工効率をより向上させることができ、かつ小型の加工装置を提供する。
【解決手段】ベッド2と、前記ベッド2上に設けられ、ワークWを両端から支持するとともに、前記両端の支持部を結ぶ回転軸線を中心として前記ワークを回転駆動可能な一対のワーク支持装置10及び20と、前記ベッド2上に設けられ、前記回転軸線に交差する方向に進退移動が可能な加工台30と、前記加工台30に載置され、前記ワークWを加工する加工手段Tとを備えた加工装置1であって、前記ワーク支持装置10及び20は、前記ベッド2に固定されるハウジング部11及び21と、前記ハウジング部11及び21に対して前記回転軸線に平行な方向に往復移動が可能なスライド部12及び22と、前記スライド部12及び22に配置されて前記回転軸線を中心として前記ワークWを回転可能に支持する係合支持部13及び23とを備えている。
(もっと読む)
クランクピンの研削方法及び研削盤
【課題】従来のC−X制御によるクランクピンの研削方法では対応できない種々の改善要望を的確に対処できるクランクピンの研削方法を提供する。
【解決手段】クランクジャーナルと、該クランクジャーナルに対して偏心したクランクピンPとを有するクランクシャフトCSの前記クランクピンPの外周面を、前記クランクジャーナルの軸心(ジャーナル中心JO)を回転中心として前記クランクシャフトCSを回転させると共に、前記クランクシャフトCSの回転位相角度に応じ、回転する砥石車Tを前記クランクシャフトCSの径方向に移動させて研削加工するクランクピンPの研削方法であって、前記クランクシャフトCSが1回転する間に該クランクシャフトCSの回転速度を変更して研削加工を行う。
(もっと読む)
研削装置
【課題】 砥石の摩耗による影響を低減して研削加工することができる研削装置を提供する。
【解決手段】 円周面を有する円筒体Aを回転可能に支持する支持体と、前記円筒体Aを回転させつつ前記円周面を研削加工する砥石3と、該砥石3を回転駆動する電動モータ4と、前記支持体1を該砥石3の回転中心線と交差する方向へ移動させる移動手段と、前記砥石3及び前記円筒体Aの周速比を設定する手段と、該手段により設定された周速比に基づいて前記砥石3の回転数を制御する制御部とを備えており、研削加工中における砥石3及び円筒体Aの周速比を等周速比となるようにした。
(もっと読む)
1 - 8 / 8
[ Back to top ]