
国際特許分類[B24B47/14]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削機械または装置の駆動装置または伝動装置;そのための装置 (213) | 砥石車または工作物を保持する加工スピンドルを回転または往復動するためのもの (78) | 液圧または気体圧によるもの (10)
国際特許分類[B24B47/14]に分類される特許
1 - 10 / 10
液中研削装置
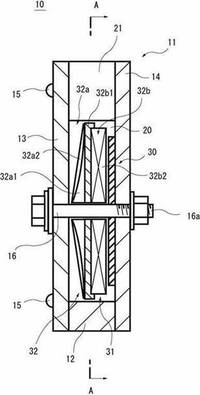
【課題】水等で希釈して使用可能な液状の金属と溶存化学物質の化合物を極めて簡単な構造で、短時間で大量に、かつ、安価に製造し、海水、淡水、上水、下水工業排水、農業及び畜産排水、その他様々な一般排水などを清浄する。
【解決手段】回転体32は、支持軸16に回転不能かつ軸方向に移動可能に支持され、支持軸16の回転により回転体32を回転させ、第1の羽根32aと第2の羽根32bを回転により、液体を液体流入通路21から研削室20に流入させるとともに、回転体32は、推進力によって支持軸16上を移動して研削物30により被研削物31を研削し、研削により生じる研削微粉を液体に混入させて液体流出通路から流出させる。
(もっと読む)
バフ研磨装置

【課題】回転する被研磨材に曲がりや振れ、あるいは凸凹した外周面形状や表面状態などがあっても最適で安定な押圧力で被研磨材を研磨することのできるバフ研磨装置が望まれている。
【解決手段】バフ研磨装置1は、基台フレーム19に、回転する被研磨材Gに対し近接離間するヘッド部62が移動自在に取り付けられ、前記ヘッド部62に、被研磨材Gの回転軸心G0と略平行または交差する軸心J0回りに回転して被研磨材Gの周面を研磨するバフ体6と、バフ体6を回転させるモータ11とが取り付けられている装置であって、ヘッド部62が、被研磨材Gへの近接離間方向に伸縮するコイルバネを介して基台フレーム19に弾性的に支持されるとともに、圧縮空気の供給を受けてヘッド部62を被研磨材Gへ近づける方向に押圧するガスシリンダが、基台フレーム19とヘッド部62との間に介設されている。
(もっと読む)
研削装置
【課題】複列円すいころ軸受の外輪の超仕上げを1度に行うことができる研削装置を提供する。
【解決手段】研削装置1は、いずれも超仕上げ砥石を保持するための第1の砥石保持装置2および第2の砥石保持装置2と、保持される超仕上げ砥石7の研削面16が向く側に対して第1の砥石保持装置を前進および後退させ、かつ第2の砥石保持装置を、第1の砥石保持装置の前進または後退に同期させて保持される超仕上げ砥石の研削面が向く側に対して後退および前進させる移動装置6と、を有し、第1の砥石保持装置の前進方向と第2の砥石保持装置の前進方向とが、180度逆方向であって互いに遠ざかる方向であり、第1の砥石保持装置および第2の砥石保持装置が一体に振動するように形成される。
(もっと読む)
水中研磨方法及び水中研磨装置
【課題】
装置の小型化を図り、動作を容易にし、狭い部分での研磨作業が容易な水中研磨方法及び水中研磨装置を提供できる。
【解決手段】
被加工物を研磨又は研削する砥石に回転アクチュエータによって回転トルクを与え、砥石で被加工物を研磨又は研削する水中研磨方法であって、回転アクチュエータを流体式とし、吸引装置によって、研磨粉を回収するように研磨部付近の流体を、前転アクチュエータを介して吸引して、回転アクチュエータによって砥石に回転力を与え、且つ、研磨粉を回収することを特徴とする。或いは、被加工物を研磨又は研削する砥石と、流体の供給及び排出によって砥石に回転トルクを与える流体式回転アクチュエータと、流体式回転アクチュエータに駆動力を供給するための吸引装置とを備え、研磨粉の回収を流体式回転アクチュエータを駆動することにより行う。
(もっと読む)
基板の平面研削装置
【課題】高剛性の基板平面研削装置の提供。
【解決手段】回転/直動可能な砥石軸に軸承されたカップホイール型砥石14を水静圧軸受と磁気軸受で回転および直動可能に支持した研削ヘッド1、前記砥石軸が垂直方向となるよう下面中央位置に研削ヘッド1を固定した固定板6、ワークチャックロータリーテーブル機構2、および、前記固定板6を上下移動させるキネマカップリング73,83およびシリンダロッド72を備える固定板昇降機構7を三基備える基板平面研削装置100。固定板6の荷重も基板を研削する砥石14に負荷する高い剛性の研削装置であるので、基板径が450mmと大きい半導体基板であっても得られる基板の厚み分布の振れが小さい。
(もっと読む)
平面研磨機
【課題】研磨圧力の分布の均一化を図る。
【解決手段】研磨ヘッド10に装備した研磨プレート20をガラス基板の表面に押圧させつつ偏心回転させ、且つ、研磨ヘッド10の長手方向と直交する方向にガラス基板Wを移動させることで、ガラス基板Wの表面のRGB膜を研磨する平面研磨機において、研磨ヘッド10の本体11に研磨プレート20を上下方向移動自在に装備し、研磨ヘッド10の本体と研磨プレート20との間の研磨プレート20のほぼ全長にわたる範囲に、加圧気体の導入により膨張して研磨プレート20を下側に押圧変位させる加圧チューブ18を配設する。加圧チューブ18は、研磨プレート20の長手方向に複数の分割チューブに分割してあり、各分割チューブ毎に独立して圧力制御ができる。
(もっと読む)
加工装置
【課題】負荷電流値や荷重センサによらない加工手段の負荷検出を可能として加工手段の送り動作を確実かつ安定して行うことができる加工装置を提供する。
【解決手段】加工ユニット30の送り動作で変化するエアベアリングスピンドルのスラスト方向あるいはラジアル方向のギャップ量を、該ギャップに生じるエア圧力の変化で認識し、加工ユニット30の送り動作を安全に制御する。
(もっと読む)
精密加工装置および精密加工方法
【課題】 粗研削〜精密加工研削に至る全ての段階で、精密加工装置を構成する移動部の移動量制御や姿勢制御装置の姿勢制御に際してフィードバック制御を施すことで、被研削体の厚みと平坦度の双方を高い精度で管理することのできる精密加工装置および精密加工方法を提供する。
【解決手段】 砥石bを回転させる回転装置6bを支持する第二の基台3は、送りねじ機構4とアクチュエータ5が装着されており、粗研削段階〜超精密研削段階において該第二の基台3の移動量が適宜に調整されながら研削がおこなわれる。被研削体aを回転させる回転装置6aと第一の基台2との間には姿勢制御装置7が介在しており、被研削体aの厚みや平坦度を光プローブ91,92にて測定し、測定結果をコンピュータ94に送り、目標値と測定値との偏差を解消するようにフィードバック指令を姿勢制御装置7に送り、その姿勢制御をおこなう精密加工装置である。
(もっと読む)
高速機械加工装置
【課題】高速機械加工装置
【解決手段】工具ケーシングと、回転のため前記ケーシング内に取り付けられているタービンロータと、前記工具ケーシング内の固定位置で前記タービンロータと同軸に合わせられて取り付けられているステータと、前記ケーシング内に画定されており、前記ステータ複数の翼に空気を供給するために前記ステータおよびロータと同軸に合わせられている環状キャビティと、前記タービンロータと共に回転するために前記工具ケーシング内で前記タービンロータと同軸に取り付けられている円筒スピンドルと、前記スピンドルと共に回転するためにこれと同軸に取り付けられており、切削工具を動作可能に受容するための端部を有する工具保持部とを有する、空気タービンにより駆動される回転機械工具。
(もっと読む)
流体圧シリンダおよび工作機械
【課題】 配管の簡単化を図れる流体圧シリンダを提供する。
【解決手段】 この流体圧シリンダは、大径部3と小径部6とを有する段付シリンダ1と、大径部3に嵌合したヘッド5Aと小径部6に嵌合したロッド5Bと軸方向貫通孔11,12を有する第1ピストン5と、小径部6にヘッド7Aが嵌合し、ロッド7Bが第1ピストン5を貫通して端壁2Aから突出した第2ピストン7を備える。大径部3の前室16に圧力流体を供給することで、第2ピストン7を後退位置にし(図1(A))、前室16と小径部6の後室20の両方に圧力流体を供給することで、第2ピストン7を中間位置にし(図1(B))、後室20に圧力流体を供給することで、第2ピストン7を前進位置にすることができる。
(もっと読む)
1 - 10 / 10
[ Back to top ]