
国際特許分類[B24B53/095]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 研削または研磨するための機械,装置,または方法;研削面のドレッシングまたは正常化;研削剤,研磨剤,またはラッピング剤の供給 (15,323) | 研削面のドレッシングまたは正常化のための装置または手段 (1,027) | ドレッシング作業中の冷却または潤滑 (20)
国際特許分類[B24B53/095]に分類される特許
1 - 10 / 20
ドレッシング装置、ドレッシング方法および研磨装置
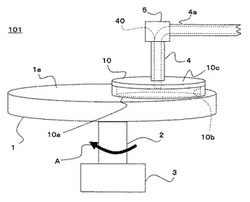
【課題】研磨パッドの磨耗とドレッサの汚染を防ぎながらドレッシングを行なうこと。
【解決手段】研磨パッド1のドレッシング処理に用いるドレッシング液として、純水に微細気泡を混ぜたものを用いる。さらにドレッサ10を円環状とし、この円環状の中空部分にドレッシング液を供給しながらドレッシング処理を行なう。ドレッサの中空部分に供給された、微細気泡を含有するドレッシング液は、ドレッサの中空部分に一定時間滞留し、ドレッシング液中の微細気泡が、研磨パッド1やドレッサ10等についたゴミを吸着、除去する。
(もっと読む)
研磨パッドのコンディショニング方法及び装置

【課題】半導体ウエハ等の基板の被研磨面の中央部における研磨速度の低下を抑え、基板の被研磨面を全面にわたって均一に平坦化することができる研磨パッドのコンディショニング方法及び装置を提供する。
【解決手段】基板Wの表面に形成された薄膜に摺接して薄膜を研磨する研磨テーブル1上の研磨パッド2をドレッサ22を用いてコンディショニングするコンディショニング方法であって、研磨パッド2の中心部と外周部との間を移動して研磨パッド2をドレッシングするドレッサ22の移動速度を研磨パッド2の所定の領域A2で標準移動レシピにおける所定の領域A2の速度より大きくして研磨パッド2のコンディショニングを行い、研磨パッド2の所定の領域A2に摺接して研磨される基板W上の薄膜の研磨速度を高めるようにした。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスである難硝材からなるガラス成形体に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスである難硝材からなるガラス成形体の粗研削加工前の被研削面に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを実行することで実現する。
(もっと読む)
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
光学ガラスの研削加工方法及び光学ガラスレンズの製造方法
【課題】光学ガラスのプレス品に対して、品質を低減させることなく低コストで研削加工を実行する。
【解決手段】光学ガラスを所定形状にプレス成形したプレス品を準備し(S5A,S5B)、粗研削加工前の被研削面を有するプレス品に対して精研削加工用の研削面を有する導電性のカップ砥石を当接させて回転駆動させることで精研削を行い(S6b)、この研削工程時に、カップ砥石の研削面と対向する位置に配設された電極とカップ砥石との間に導電性研削液を供給しながら、電極とカップ砥石間に所定の電圧を印加することで、研削面のドレッシングを行う電解インプロセスドレッシングを実行することで実現する。
(もっと読む)
基板の製造方法、マスクブランクの製造方法、転写用マスクの製造方法および修正キャリア
【課題】ダイヤモンド粒子を含む固定砥粒を定盤に配置した両面研削装置を使用する場合に適した基板の製造方法を提供する。
【解決手段】定盤の面修正を行うための部材である修正部材53の修正面と、定盤の研削面とを互いに押圧させて摺動させる修正工程を含み、修正工程は、修正部材53の外周端部53aが固定砥粒(研削面)11、21の外周端部11a、21aよりも外周側になるとともに、修正部材53の内周端部53bが固定砥粒(研削面)11、21の外周端部11a、21aよりも内周側になるように、定盤の外周側に前記修正部材53をオーバーハングさせ、かつ修正部材53の外周端部53aが固定砥粒(研削面)11、21の内周端部11b、21bよりも内周側になるとともに、修正部材53の内周端部53bが固定砥粒(研削面)11、21の内周端部11b、21bよりも外周側になるように、定盤の内周側に修正部材53をオーバーハングさせる。
(もっと読む)
加工液供給装置
【課題】フローティングノズルの磨耗を簡単な位置検出器で検出できる加工液供給装置1を提供。
【解決手段】研削砥石3の外周面4をツルーイングやドレッシングするドレッサ5と、外周面に向かって加工液を供給するノズル25を設ける。ノズルは外周面に開口する開口部26と、開口部の両側に研削砥石両側面側に延出する鍔部27a、27bを設け、ノズルを研削砥石外周面に付勢する付勢部材14と、ノズルを付勢方向自在に支持するノズル支持部材11と、ノズル支持部材とノズルとの相対位置を検出する位置検出器32と、を設け、ノズル支持部材をドレッサを軸支するドレッサ支持台6に固定する。ドレッサはロータリードレッサとする。さらに、単結晶ダイヤモンドドレッサを砥石軸方向に移動可能にし、ノズル支持部材を研削砥石に対して鍔部により位置保持できるように、砥石軸方向に移動可能にドレッサ支持台に取付ける。
(もっと読む)
両面処理装置の2枚の加工ディスクの各々の上にそれぞれ平坦な加工層を設けるための方法
【課題】加工層のトリミングによって著しい量の材料を除去することなく、平坦性および平面平行度をさらに向上させる。
【解決手段】両面処理装置は、上部加工ディスク13、下部加工ディスク26、転動装置を含み、対称軸28を中心として回転可能に取り付けられ、下部介在層29を下部加工ディスク26の表面上に、上部介在層16を上部加工ディスク13の表面上に取り付けるステップと、3つのトリミング装置によって両方の介在層16、29を同時に平坦にするステップとを備え、各トリミング装置はトリミングディスクと、研削物質を含む1つのトリミング本体と、外側歯部とを含み、コロイド経路上で、圧力を受けて研削作用を有する物質を含まない冷却潤滑材の添加により、転動装置と外側歯部によって動かされ、介在層16、29から材料除去をもたらし、下部加工層32と上部加工層39を下部介在層29と上部介在層16に取り付けるステップを備える。
(もっと読む)
ドレッシング方法およびドレッシング工具
【課題】金属を研削することでドレッシングする方法において、砥粒の突出し量を研削能率に関わらずに設定できる安価なドレッシング方法およびドレッシング工具。
【解決手段】所定の間隔を設けて鉄合金板を複数積層するドレッシング工具81、82、83を備え、各ドレッシング工具の鉄合金板の厚さに差を設け、薄い鉄合金板を備えたドレッシング工具81を最初に砥石車7で研削し、順次厚さの厚い鉄合金板を備えたドレッシング工具82、83を研削する。
(もっと読む)
研磨布のドレッシング方法およびドレッシング装置
【課題】バッチごとにほぼ一定した研磨速度が得られ、精度よくワークの研磨が行え、また修正砥石を用いるドレッシングの回数を減らせることから、作業性よく、また研磨布の寿命も長くできる研磨布のドレッシング方法を提供する。
【解決手段】回転する定盤14、15の研磨布上にワークを押接し、研磨布上に研磨液を供給しつつワーク表面の研磨を行った後の、該研磨布の表面状態を砥石を用いて調整する研磨布のドレッシング方法において、ワーク研磨後、研磨布上に高圧洗浄水を供給して研磨布を洗浄する洗浄工程中で、目立て砥石26を研磨布の径方向に研磨布の凹凸面に追従させて移動させて研磨布の目立てドレッシングを行う工程を含むことを特徴とする。
(もっと読む)
1 - 10 / 20
[ Back to top ]