
国際特許分類[B24C3/00]の内容
処理操作;運輸 (1,245,546) | 研削;研磨 (20,708) | 粒状物質を用いた研削性のまたはこれに類以のブラスト加工 (1,863) | 砥粒吹き付け機械または装置;プラント (287)
国際特許分類[B24C3/00]の下位に属する分類
互いに関係をもって組合わせられた構成要素の配置により特徴づけられるもの (47)
移動する台又は移動する工作物の砥粒の吹き付けに実質的に適応するもの (76)
異なった加工位置に工作物を移動させる手段を備えたもの (43)
特別な工作物の砥粒の吹き付けのためのもの,例.シリンダーブロックの内面のために作られたもの (75)
国際特許分類[B24C3/00]に分類される特許
1 - 10 / 46
表面処理方法及び電子写真感光体の製造方法
【課題】ホーニング処理による堆積膜等の付着物除去能力を高いレベルで維持しつつ、研磨材の残留防止及び被処理材から生じる微粉やバリの埋め込みや摺り込みを抑制して、清浄な被処理材表面を得るための表面処理方法を提供する。
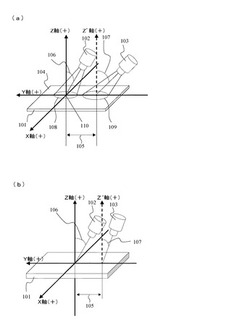
【解決手段】ホーニング処理として、1つの処理容器内で1つの被処理材に対して少なくとも2つのホーニング処理のための噴射ガンを同時に用い、モース硬度が被処理材よりも大きい少なくとも1種以上の研磨材とモース硬度が被処理材よりも小さい少なくとも1種以上の研磨材を個別の噴射ガンから噴射し、モース硬度が大きい研磨材から順に被処理部に吹き付けて表面処理を行う。
(もっと読む)
ナノバブル循環型研磨装置

【課題】 研磨後のウェハの厚みばらつきを軽減する。
【解決手段】 固定台とこの固定台を囲み密閉空間を形成する箱型躯体とからなる加工装置と、溶液にナノバブルを発生するナノバブル発生装置と、溶液を高速で噴射する高速水流発生装置と、加工装置内の溶液を高速で排水する高速排水装置と、排水した溶液を安定させる攪拌部と、ナノバブル発生装置と高速水流発生装置とを接続する第一配管部と、高速水流発生装置と加工装置とを接続する第二配管部と、加工装置と高速排水装置とを接続する第三配管部と、高速排水装置と攪拌部とを接続する第四配管部と、攪拌部とナノバブル発生装置とを接続する第五配管部と、第二配管部の加工装置側の端部に設けられる噴射ノズルと、を備え、第二配管部の中心軸線と第三配管部の中心軸線とが同一直線上に位置し、噴射ノズルの噴射範囲内に加工装置の固定台が位置して構成されることを特徴とする。
(もっと読む)
窒化アルミニウム−金属接合基板の製造方法
【課題】 窒化アルミニウム焼結体基板の表面に付着する離型材などを確実に除去しつつ、金属基板接合後の窒化アルミニウム−金属接合板の抗折強度と熱サイクル特性に優れる窒化アルミニウム−金属接合基板を安定してかつ再現性よく得ることを可能にした製造方法を提供する。
【解決手段】窒化アルミニウム焼結体基板の被処理面に砥粒を衝突せしめて改質した後、上記被処理面に金属基板を接合する方法であって、前記砥粒として、窒化アルミニウム焼結体より高い硬度を有する砥粒を使用し、該砥粒を10〜30体積%の濃度で含有する液体を、前記窒化アルミニウム焼結体基板の被処理面に対して、該被処理面にかかる圧力が0.07〜0.12MPaとなるように噴射する。
(もっと読む)
液体ホーニング加工に用いるスラリー飛散防止用遮蔽具
【課題】
液体ホーニング加工の際に用いられる遮蔽部材が、噴射ガンから噴射されたスラリーの衝突によって摩耗するのを防ぐ。
【解決手段】
耐摩耗性材料からなり、有底円筒状をなした筒状部の開口端側に拡径したつば部が一体的に形成されているカップ本体の内径底面に耐摩耗性材料からなる円板状の底板を取りはずし自在に設置せしめる。
(もっと読む)
炭化タングステン基超硬合金製切削インサートおよびその製造方法
【課題】長寿命で異常損傷が少なく、良好な仕上げ面を得ることができるWC基超硬合金製切削インサートおよびその製造方法を提供する。
【解決手段】結合相としてCoを含むWC基超硬合金製切削インサートにおいて、逃げ面とホーニング部との交差稜線からすくい面の内側に向けて少なくとも2mm以内における、焼結肌にウエットブラスト処理を施したチップブレーカ部の表面領域について、Coのhcp変態率を0.3以上、表面粗さRaを0.2μm以下とし、かつ少なくとも取り付け用貫通穴の内面の支持具接触面のCoのhcp変態率を0.1未満、表面粗さRaを0.2μm超とし、さらにインサート表面のWC硬質相の残留応力を圧縮で850MPa以上とすることにより、湿式切削や断続切削等、熱衝撃、機械的衝撃が切れ刃に作用する切削条件においても、亀裂発生・進展の防止、耐欠損性の向上、被削材の仕上げ面精度の向上を図る。
(もっと読む)
ガスブロー装置
【課題】ショットブラスト処理後に残留するショット粒を低コストでより確実に除去することができるガスブロー装置を提供する。
【解決手段】ガスブロー装置30は、被加工材Wの搬送方向Aにおいてショットブラスト装置20よりも下流側に配置されて、ショットブラスト装置で処理された被加工材にガスを吹き付ける。ガスブロー装置は、被加工材を搬送する搬送部10と、搬送部上で搬送される被加工材の表面上にガスを吹き付ける上流側ガスブロー部31と、上流側ガスブロー部よりも搬送方向において下流側に配置されると共に搬送部上で搬送される被加工材の表面上にガスを吹き付ける下流側ガスブロー部41とを具備する。下流側ガスブロー部から被加工材の表面上へのガスの噴射圧力は上流側ガスブロー部からの噴射圧力よりも高くされ、上流側ガスブロー部から被加工材の表面上へのガスの噴射流量は下流側ガスブロー部からの噴射流量よりも多くされる。
(もっと読む)
表面処理方法及びそのための装置
【課題】 省力化され且つ新規の塗装と遜色のない美観的に美しい再塗装が可能な、そのための表面処理方法及び該方法を実施するための装置を提供することを目的とする。
【解決手段】 ウォータージェット装置Aの高圧噴射ノズル19から鋼構造物に対して高圧液を噴射してその表面の塗装を剥離させ且つ錆を除去する表面処理方法において、前記高圧液中に方解石又はシラスを混入させて噴射する。
(もっと読む)
コーティングされたPCBN切削インサート、かかるコーティングされたPCBN切削インサートを使用したコーティングされたPCBN切削工具、およびその作製方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
コーティングされたセラミック切削インサートおよびその作製方法
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
液体ホーニング装置
【課題】 水と研磨材とを混合したスラリーを、圧縮空気によって加速して被加工物の表面に向けて噴射し、被加工物表面の加工を行う液体ホーニング装置においては、従来においては、圧縮空気の供給源としてエアコンプレッサーを用いており、液体ホーニング加工を行う為には、別途エアコンプレッサーを用意しなければならなかったが、エアコンプレッサーは高価で消費電力も多く、ランニングコストが高く、液体ホーニング加工普及の妨げとなっていた。
【解決手段】 研磨材と水とを混合してスラリーとする混合槽と、前記混合槽からスラリーの供給を受け、スラリーを圧縮空気によって加速して被加工物表面に向けて噴射する噴射ガンと、前記噴射ガンにスラリー加速用の圧縮空気を供給する送風機とから液体ホーニング装置を構成した。
(もっと読む)
1 - 10 / 46
[ Back to top ]