
国際特許分類[B28B3/08]の内容
処理操作;運輸 (1,245,546) | セメント,粘土,または石材の加工 (6,498) | 粘土または他のセラミック組成物,スラグまたはセメント含有混合物,例.プラスター,の成形 (3,411) | プレス機の使用による材料からの成形品の製造 (690) | 型中の材料にラムで圧力をかけるもの;特殊形状のラムヘッド (238) | 一つの型につき,二つまたはそれ以上のラムをもつもの (8)
国際特許分類[B28B3/08]に分類される特許
1 - 8 / 8
匣鉢内部への粉体充填方法
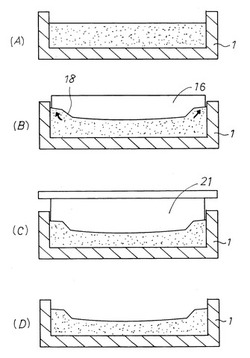
【課題】乾燥状態にある粉体を中央部の厚みを薄く、周縁部の厚みを厚くした表面形状として匣鉢の内部に圧密状態で充填することができる匣鉢内部への粉体充填方法を提供する。
【解決手段】匣鉢1の内部に乾燥した粉体を所定量供給したうえ、粉体表面に所定位置まで第1の押え板16を降下させながら、匣鉢1に振動を加えて粉体表面を第1の押さえ板の下面形状に従って中央が窪んだ形状に成形する。次に、成形された粉体表面を第2の押さえ板17により更に圧下して粉体を圧密化する。これにより、焼成工程の生産性の向上と焼成品質の向上とを図ることができる。
(もっと読む)
ハニカム成形体の成形装置及び成形方法、並びにハニカム成形体

【課題】品質及び生産性の向上を図ることができるハニカム成形体の成形装置及び成形方法、並びにその成形方法により成形したハニカム成形体を提供すること。
【解決手段】ハニカム成形体の成形方法は、セラミック材料よりなる材料塊10を作製する材料作製工程と、材料塊10の外形に合致する内形形状を有するシリンダ3内に材料塊10を配置する材料配置工程と、材料塊10をシリンダ3により径方向に拘束すると共に、材料塊10の両端面101、102を一対のピストン43、53により挟持しながら、セルに対応する形状を呈する複数のピン42、52をそれぞれピストン43、53に設けた貫通穴431、531に貫通させて材料塊10の両端面101、102から挿入し、押圧前進させることにより材料塊10を変形させる成形工程と、材料塊10からピン42、52を引き抜くことにより材料塊10内にセルを形成する成形完了工程とを有する。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】型開きの際に成形品が上型の一方の上型半体に付着したまま持ち上げられることを防いで、精度良く凹凸模様を成形することができるプレス成形装置を提供する。
【解決手段】断面逆V字形に形成されるトレー5に成形材料3をセットすると共にトレー5を下型1に載置し、上型2を型締めして成形材料3を成形面4が断面逆V字形に形成される上型2でプレスすることによって、成形品6を成形し、この後に型開きして成形品6から上型2の成形面4を離型させるプレス成形装置に関する。断面逆V字形の成形面4の頂部を境にして上型2を分割した一対の上型半体7a,7bで上型2を形成する。そして上型2の型開きの際に上型半体7a,7bを成形面4と垂直な斜め上方に移動させて成形品6から離型させる上型作動手段17と、上型2を型開きして成形品6から上型半体7a,7bの成形面4を離型させる際にトレー5の上面を押さえるトレー押圧手段18とを備える。
(もっと読む)
成形装置
【課題】狭い空間であっても設置可能な成形装置を提供する。
【解決手段】成形装置1は、制御装置2と、下パンチ部10と、成形部30と、上パンチ部40と、横パンチ部60とを備えている。下パンチ部10は、第1−1サーボ駆動装置13と、第1−2サーボ駆動装置14とを備えている。第1−1サーボ駆動装置13の第1斜面スライダユニット16は、水平方向に延びるボールネジ16Eと、斜面スライダ16Fと、第2直動ガイド16Hと、シャフト16Iとを有している。斜面スライダ16Fの水平方向の移動に伴って、シャフト16Iは、第2直動ガイド16H上を移動し、かつ鉛直方向に移動する。第1−1パンチ18は、第1斜面スライダユニット16及び第1パンチ支持部17を介して、第1−1サーボモータ15により鉛直方向にサーボ駆動される。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】バリの除去を行なう必要なく成形材料を出隅形状に成形することができるプレス成形装置を提供する。
【解決手段】上型2を分割して形成される上型半体7a,7bと、上型半体7a,7bを当接離間させる横シリンダー8と、横シリンダー8と上型半体7a,7bを取り付けた上型保持体9を上下動させる上シリンダー10を備える。また各上型半体7a,7bと下型1とが相互に接触し合う、上型半体7a,7bの成形面4に対して垂直で且つ上型半体7a,7bの横移動方向に対して斜めに交差するスライド面11,12を、上型半体7a,7bと下型1に設ける。そして上型半体7a,7bを合体して上型2を形成した状態で、下型1に上型2を型締めして成形する。また各上型半体7a,7bを離間する横方向に移動させることによって、スライド面11に対するスライド面12のスライドで、上型半体7a,7bを成形面4と垂直な斜め上方に移動させて型開きする。
(もっと読む)
燃料電池セパレータの成形金型、燃料電池セパレータの製造方法および燃料電池セパレータ
【課題】セパレータ表面のガス流路溝部領域と囲繞部領域との密度バランスを均一にし、金型からの製品取り出しにおいても変形・反り・クラックの発生が少なく高品質かつ生産性の高い燃料電池セパレータを得る。
【解決手段】流路溝部2に対応する上下のインナー金型42,22と、囲繞部4に対応する上下のアウター金型45,25とに分割された上下の金型41,21の間に形成されるキャビティ50に粉体状材料を充填するとき、流路溝部2の圧縮比と囲繞部4の圧縮比とが均一になるように、(上)下のアウター金型(45,)25に対して(上)下のインナー金型(42,)22を所定高さ(下方または)上方に位置決めする。圧縮成形後、成形品取り出しのための型開き時に、表裏各面の囲繞部4に先行して流路溝部2が離型するように、上下のインナー金型42,22に対して、上下のアウター金型45,25を突出させる。
(もっと読む)
出隅役物用成形材料のプレス成形方法
【課題】 バリの除去を行なう必要なく成形材料に凹凸模様を形成する成形を行なうことができる出隅役物用成形材料のプレス成形方法を提供する。
【解決手段】 成形材料1を出隅形状に成形し、この成形材料1の出隅の二つの外面1aに対応する二つの成形型2を用いて、各成形型2を成形材料1の各外面1aに対して垂直な方向に移動させてプレスすることによって、成形材料1の各外面1aに凹凸模様3を成形する。この際に、出隅頂部が欠ける形状で成形材料1を出隅形状に成形して、上記二つの成形型2によるプレスを行なう。成形型2で成形材料1を成形する際に、出隅頂部の欠けている部分に成形材料1が押されて埋められるようになり、成形型2の対向する端部間に成形材料1が押し出されることを防ぐことができ、成形型2の端部間にバリが生じることを防止することができる。
(もっと読む)
切削インサートを作製するためにクロスホール成形を行う方法および装置
冶金粉末(260)を用いてグリーン部品(110)が製造され、冶金粉末を楕円形状のコアロッド(235)のまわりに配置することによってグリーン部品内に開口部(25)が付与される、切削インサート(10)をクロスホール成形する方法および装置が開示されている。一軸プレス移動を伴うプレス(200)を用いて、空洞(210)内にコアロッドが配置され、かつ冶金粉末がコアロッドのまわりに配置され、そしてその後で圧縮されてグリーン部品を形成する。本発明は、このような処理を利用して形成された物品およびこのようなインサートを製作するために用いられる一軸プレスにも関する。  (もっと読む)
(もっと読む)
1 - 8 / 8
[ Back to top ]