
国際特許分類[B29B11/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 材料の成形によるもの (229) | 射出成形 (71)
国際特許分類[B29B11/08]に分類される特許
21 - 30 / 71
発泡プラスチック成形体及びその製造方法
【課題】延伸部位での発泡が制御され、意匠性の高い発泡プラスチック成形体及びその製造法を提供する。
【解決手段】少なくとも一部が延伸成形されたプラスチック成形体において、上記延伸成形されている部分には、面方向でみて発泡セルが形成されている発泡領域Xと発泡セルが形成されていない非発泡領域Yとを有している。
(もっと読む)
生分解性成形体及びその成形体を用いた容器

【課題】耐熱性の改善された生分解性成形体及びその成形体を用いた容器を提案する。
【解決手段】ポリ乳酸樹脂を射出成形することによって得られた成形体において、該成形体を、4モル%未満のD-乳酸を含むポリ-L-乳酸からなるもので構成する。そして、成形体の少なくとも一部分に、示差走査熱量計(DSC)による昇温チャートにおいて、結晶化熱量/融解熱量(│ΔHc│/ΔHm)が0.7以下となる結晶化領域を設ける。
(もっと読む)
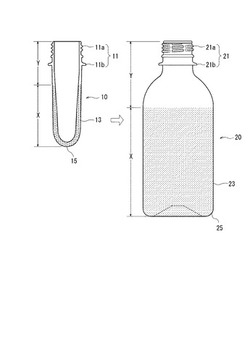
プラスチック・プリフォームとその多色容器の製造方法
注ぎ口(20)を含むネック部(1)と、隣接する壁部(2)と、底部(3)とを含む容器をブロー成形するためのプリフォームである。プリフォームは、第1の領域(A1、A2、A3)における第1のプラスチック原料、および第2の領域(B1、B2、B3)における少なくとも1つの第2の材料からなり、これらは互いに異なる配色を有する。このプリフォームは、底部(3)が、第1のプラスチック材料および追加の第2の層(6、7、8、9、10)を備える多層構造で構成される点で注目に値する。後者の追加の第2の層は、第2の材料で構成され、2つの表面の第2の層、すなわち1つ(6)がプリフォームに関して外側に方向付けられ、もう1つ(10)が内側に方向付けられる層と、それらの間に存在してコア層を構成し、2つの第1の層の間に位置付けられる層(7、8、9)とからなる。このプリフォームは単一であり、第1の材料と第2の材料との境い目には継ぎ目がなく途切れない。本発明はさらに、このプリフォームの製造方法に関する。 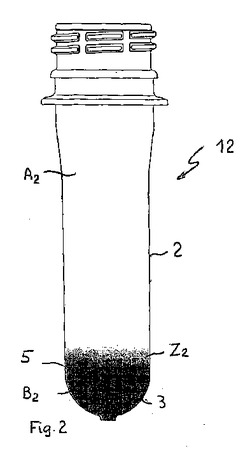 (もっと読む)
(もっと読む)
ポリエチレンテレフタレート樹脂ペレットおよびそれを用いて得られる成形体
【課題】溶融成形において低温での成形が可能であり、アセトアルデヒドなど副生成物の生成量を少なくできるポリエチレンテレフタレート樹脂ペレットおよびそれから得られる成形体を提供すること。
【解決手段】ポリエチレンテレフタレート樹脂ペレットは、(A)テレフタル酸を除くジカルボン酸成分およびエチレングリコールを除くグリコール成分を、共重合モノマー単位として合計で1.5〜6.0モル%含有し、(B)固有粘度(IV)が0.70〜1.10dl/gの範囲にあり、(C)結晶化度が55〜60%の範囲にあり、(D)球晶の径が5μm以下であるポリエチレンテレフタレート樹脂からなる。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が25.0g以下の、容量600ml以下のプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部2、サポートリング3、胴部5及び胴部5の端部を閉塞する底部6を備える、樹脂重量が25.0g以下のプリフォームである。サポートリング3の下に最小肉薄部からなる長さ5.0〜10.0mmのサポートリング下肉薄部4が設けられ、底部6はゲート部のほうに向けて徐々に肉厚を薄く形成されている。
(もっと読む)
プラスチックボトル成形用プリフォーム
【課題】樹脂重量が21.0g以下の、容量600mlのプラスチックボトル成形用プリフォームを提供する。
【解決手段】プラスチックボトル成形用プリフォームは、口栓部、サポートリング、胴部及び胴部の端部を閉塞する底部を備える。樹脂重量は21.0g以下であり、プリフォームの全長を92.5mmより小さくし、胴径を24.0mmより小さくし、サポートリングの下に最小肉薄部からなる長さ5〜10mmのサポートリング下肉薄部を設け、更に胴部の肉厚をサポートリング下肉薄部より厚くし、且つ底部はゲート部のほうに向けて徐々に肉厚を薄くした。
(もっと読む)
プリフォーム射出成形装置
【課題】型開閉と型締めの各駆動源を別個として高速にて型開閉しながら、成形サイクル毎に最上位にある基盤を型開閉ストローク分だけ昇降させる必要の無いプリフォーム射出成形装置を提供する。
【解決手段】プリフォーム射出成形装置は、上方から順に、上部型締め盤20、可動盤40、下部基盤10及び下部型締め盤30を有する。上部型締め盤20と下部型締め盤30は、複数のクランプシャフトで連結されて一体的に昇降する。開閉駆動手段60は、可動盤40を型開位置と型閉位置とに昇降させる。型締め手段70は、下部型締め盤30を昇降させることで、下部型締め盤30と一体で複数のクランプシャフト及び上部型締め盤20を昇降させ、上部型締め盤20の下降位置を型締め位置として設定する。圧受け部材80,90は、上部型締め20が型締め位置に設定される際に、型締め力を可動盤40に伝達し、かつ、その型締め力を圧受けする。
(もっと読む)
ポリエステル系ガスバリア樹脂およびそのプロセス
【課題】ポリマー系ガスバリア樹脂を提供する。
【解決手段】樹脂に対し50:5000ppmの割合で含まれる、粒子サイズが10〜100 nmで、懸濁培地に超音波分散されるナノクレイの懸濁液をPET樹脂に供給し、プリフォーム樹脂を作製する。
(もっと読む)
成形装置および成形方法
【課題】成形品の寸法および重量を安定させる。
【解決手段】キャビティ11内に供給された未加硫のゴム材料をキャビティ11の内面形状に沿った外形形状に成形した後に、この成形品Wを未加硫の状態でキャビティ11から取り出す成形装置10であって、キャビティ11内に流動状態にある未加硫のゴム材料を射出する射出成形機21と、キャビティ11内に射出されたゴム材料をこのキャビティ11内で冷却する冷却手段27と、を備える。
(もっと読む)
プラスチックレンズ成形方法およびレンズプリフォーム
【課題】射出成形時の樹脂流れと保圧による非対称の光学歪みがほとんどなく、光学特性の優れたレンズを成形することができるプラスチックレンズ成形方法およびレンズプリフォームを提供する。
【解決手段】向かい合う2面で光学面45a、45bを形成するプラスチックレンズ成形方法であって、光学面45a上にゲートを配置して所望のレンズ45と重量が同じでほぼ同形状のレンズプリフォーム15を成形する射出成形工程と、レンズプリフォーム15を所望のレンズ45最終寸法に圧縮成形する圧縮成形工程と、によりプラスチックレンズ45を成形する。射出成形工程から圧縮成形工程までは、ガラス転移温度以上の温度で実施される。
(もっと読む)
21 - 30 / 71
[ Back to top ]