
国際特許分類[B29B11/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 材料の成形によるもの (229) | 射出成形 (71)
国際特許分類[B29B11/08]に分類される特許
31 - 40 / 71
プリフォームを後冷却する装置および方法
本発明は、多重の射出成形型から取り出された形状不安定のプリフォーム(10)のサイジングおよび後処理を行う装置ならびに方法に関しており、水冷式の冷却スリーブ(21)に組み込まれた、プリフォーム(10)の開いた端部側の外側のための空冷が提案される。特に特別な種類のプリフォームでは、冷却スリーブ(21)にプレフォーム内で支持されていない領域は、開いた成形型(8,9)からの取出もしくは冷却スリーブへの引渡開始から、外側で、冷却空気または冷凍された空気を用いた冷却によって前凝固される。新たな構成手段によって、特に冷却スリーブ(32)内でのサイジングまたは後冷却の領域での処理による負荷下の寸法精度および圧力箇所形成に関しても、最高品質が保証される。 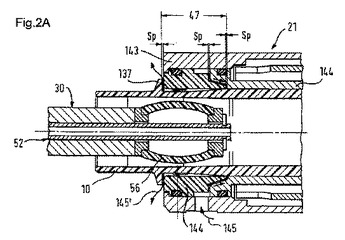 (もっと読む)
(もっと読む)
ブロー成形ボトル用プリフォーム

【課題】ボトル底部の一部に下方に膨出する反転凹入自在の延伸された膨出部を備えたPETボトルに好適に用いることができ、樹脂の使用量を削減してしかも十分な強度を有するPETボトルを形成することができるプリフォームを提供する。
【解決手段】プリフォーム5は、胴部16の重さ(W)とボトル1の容量(V)との関係を示す関係式W=aV+bに基づいて当該関係式における傾きaを0.025〜0.03の範囲とし且つ切片bを1〜4の範囲として、胴部16の重さ(W)を設定し、胴部16の長さ寸法(L)とボトル胴部3乃至膨出状態の膨出部10の最下端の長さ(H)とがL≦H/2.3の関係を満たし、胴部16の長さ寸法(L)とボトル1の容量(V)との関係を示す関係式L=cV+dに基づいて当該関係式における傾きcを0.064とし且つ切片dを21〜31の範囲として、胴部16の長さ寸法(L)を設定する。
(もっと読む)
プリフォーム及びその加熱方法

【課題】プリフォームの少なくとも延伸される部分を温度差なく均一に延伸ブロー成形に適した温度まで高温短時間で加熱することができる薄肉プラスチックボトルを生産するプリフォームを提供する。
【解決手段】ネックリング部3と胴体部4の接続部に突起6を設けるとともに、胴体部4をプリフォームの中心軸に対してほぼ同心円となる円筒部とし、また底部5をなだらかな曲線で構成された半球状として、胴体部および底部の厚みをほぼ均一とし、さらに、キャップ嵌合部2の頂面部の厚みを1.5〜1.8mm、ネックリング部の基部の断面厚みを3.0mm以上とする。
(もっと読む)
射出成形品
【課題】結晶化速度を向上させ、良好な耐熱性を有し、且つ透明なポリ乳酸樹脂の射出成形品を提供する。
【解決手段】ポリL-乳酸から成る樹脂に機能性フィラーを配合することにより、耐熱性と結晶化速度が改善された透明なポリ乳酸樹脂の射出成形品を作製することが可能となった。射出成形品は透明性に優れ、成形サイクルが短いので、飲料用の中空容器やプリフォームに適したポリ乳酸樹脂の射出成形品を効率良く生産するのに資するものである。
(もっと読む)
予備成形物の後処理のための装置並びに方法
本発明は、金型から取り出された形状不安的な予備成形物(10)の後処理のための装置並びに方法であって、複数の校正ピン若しくはニップル(30)を備えており、該校正ピン若しくはニップルはスリーブ状の構成部分内への差込のためのそれぞれ1つの挿入部分を含んでおり、前記スリーブ状の構成部分は冷却スリーブとして形成されており、前記ニップル(30)の挿入部分は半径方向に膨らみ可能なプレスリング若しくはシールリング(56)を有しており、該プレスリング若しくはシールリングは前記スリーブ状の構成部分内に差し込まれるようになっている形式のものにおいて、前記挿入部分の軸線方向で前記プレスリング若しくはシールリング(56)の両側にそれぞれ1つの保持肩部(54,55)を配置してあり、該保持肩部は前記プレスリング若しくはシールリングの膨らましのために互いに相対的に移動させられるようになっており、前記各ニップル(30)はそれぞれ2つの管片を有しており、該各管片の端部にそれぞれ前記保持肩部(54,55)のうちの一方を取り付けてあり、前記プレスリング若しくはシールリング(56)は、テルモス瓶の閉鎖部のように機械的に膨らませられるようになっている。  (もっと読む)
(もっと読む)
ブロッキング防止プリフォーム
【課題】口部の内径より胴部の外径を細く形成したプリフォームにおいて、プリフォームのブロッキングを防止し、スタッキングしても容易に引き離すことができる樹脂容器形成用のプリフォームを提供すること。
【解決手段】胴部外径を口部内径より細く形成した、樹脂容器形成用のプリフォームにおいて、他のプリフォームの口部内に入った場合に、他のプリフォームの口部内面に接触する突起を底部に形成した。これにより突起は、その頂部が口部内面に接触し、他のプリフォームとの間に空間を形成して口部内面と底部が密着しないように保持して、プリフォームのブロッキングを防止できる。
(もっと読む)
射出成形プリフォーム
【課題】 本発明は従来の射出成形装置をノズル部、金型等を大きく変更することなく使用でき、連続稼働可能で工業的な利用ができるゲートカット不要のプリフォーム、特には底部形状の創出を技術的な課題としたものである。
【解決手段】 射出成形された2軸延伸ブロー成形用のプリフォームにおいて、底部外面中央に、長さ寸法を最大で前記底部の肉厚の1.5倍とした射出成形において形成されるスプルー部をカットしないで有し、底部内面中央のスプルー部に対向する位置に、スプルー部も含めた底部の肉厚の変動を緩和するように、スプルー部による凸状の形状を補完する凹部を形成し、凹部に2軸延伸ブロー成形における延伸ロットの先端部が嵌入して芯出し可能な構成とする。
(もっと読む)
ポリエチレンテレフタレート製容器、およびその予備成形体
【課題】 ポリエチレンテレフタレート製の容器またはその予備成形体を過酸化水素で殺菌するに際して、過酸化水素の残留量を少なくする。
【解決手段】 アンチモン系触媒を用いて製造されたポリエチレンテレフタレートによって形成された容器またはその予備成形体を提供する。
(もっと読む)
ジョイントブーツの製造方法
【課題】外周面と内周面とが異形状である大径側取付部を有するジョイントブーツを精度良く製造する。
【解決手段】大径側取付部2の製品形状をなす第1部分12と、小径側取付部4の製品形状をなす第2部分13と、両者を連結する第3部分14とからなるパリソン15を射出成形し、その後、第3部分をブロー外型51で覆い、気体を噴射してブロー外型に第3部分を押し付けて蛇腹部5をブロー成形する。パリソン15の内周側を支持する支持体16は、第1部分が外嵌する下側嵌合部20と、第2部分が外嵌する上側嵌合部22と、第3部分により囲まれる中間部21と、第1部分の開口端面12cを受ける支持台部19とからなり、該支持台部に弾性体からなるシールリング90を設け、型締めにより上記開口端面12cをシールリング90に圧接させてシールする。
(もっと読む)
プリフォームの成形方法、プリフォーム及び壜体
【課題】 プリフォームにおいて、着色樹脂からなる着色層の層厚を上下方向に徐々に変化させることを課題とするものであり、もって着色濃度に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体を提供する。
【解決手段】 2軸延伸ブロー成形用のプリフォーム成形方法において、
底部の中央に対向位置するゲートを介して金型キャビティ内に着色樹脂をショートショット状態に1次射出し、この1次射出の終了時点から所定の待機時間後、逐次的にプリフォームを形成する主材料となる主材樹脂を2次射出し、前記待機時間の調整により、2次射出により主材樹脂を、ショートショット状態で金型キャビティ内に位置する着色樹脂の中央部を突き抜くように流動させ、プリフォームの内周面近傍と外周面近傍に2重円筒状に着色樹脂からなる着色層を形成すると共に、この着色層の層厚がプリフォーム上方向に向かって徐々に減少するグラデーション領域を形成する。
(もっと読む)
31 - 40 / 71
[ Back to top ]