
国際特許分類[B29B11/08]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | 成形材料の準備または前処理;造粒または予備成形品の成形;プラスチックを含む廃棄物からプラスチックまたはその他の成分の回収 (4,053) | 予備成形品の製造 (502) | 材料の成形によるもの (229) | 射出成形 (71)
国際特許分類[B29B11/08]に分類される特許
61 - 70 / 71
単層物および多層物、ならびに、それらの物を製造する射出成型方法
好ましい実施形態において、方法および装置は、成型可能な材料を有する物体を生産可能である。物体は、単層および多層である。物体は様々な方法により形成されることができる。 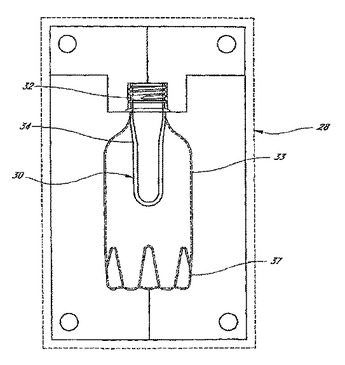 (もっと読む)
(もっと読む)
プラスチック製品の成形
従来のタイプの射出成形型装置に使用される、複合成形型装置は、射出成形型装置の圧盤(12)に設けられる複合モールドの半分部(10)からなっている。各モールドの半分部(10)は、プリフォーム成形のための射出成形キャビティ(16)の列や、プリフォームをブロー成形した製品にする延伸ブロー成形のためのブロー成形キャビティ(18)の列を備えている。それぞれのキャビティ(16)と(18)は共通のモールド分割方向に開くように、配列されている。  (もっと読む)
(もっと読む)
特に食品包装用プラスチック容器の予備成形品
本発明は食品包装用のプラスチック容器を製造するための予備成形品に関し、特に二重継ぎ合せにより金属製の蓋部で気密封止できる吹込成形薄壁容器に関する。予備成形品(1)は本体部(4)と凸状半球底部(6)とを含む。本体部(4)は、厚みを有する縁部(5)において終端する突縁部(3)で囲まれ、円筒状の首部(2)に向かって広がる円錐形状を有する。好ましくは内部本体部表面(4)が円筒状の首部に向かって広がる角度(α)は、外部本体部表面(4)が上方に開く角度(β)より大きく、かつ円筒状の首部(2)の厚み(g2)は、底部(6)の厚み(g3)より薄い。
 (もっと読む)
(もっと読む)
ハンドル一体型PET容器システム
本発明は、容器を形成するための予成型体に関するものであって、容器が、配向可能な可塑性材料から形成され、容器が、ブロー成型されたときには中空ハンドルを備えるものであり、予成型体が、成型構造を備え、この成型構造が、ネック部分と、このネック部分よりも下方に位置した膨張可能部分と、予成型体の少なくとも第1端部のところにおいて一体的に連結された配向可能な可塑性材料からなる中空ハンドル部分と、を有し、中空ハンドル部分が、容器が形成された際に中空ハンドルを構成するものとされ、中空ハンドル部分の内表面が、膨張可能部分の内表面を対して連続的なものとされている。  (もっと読む)
(もっと読む)
プラスチック製物体用射出成形装置及び方法

【課題】 プラスチック製プレフォーム(5)型成形装置及び方法を提供する。
【解決手段】 本装置は、複数の射出成形キャビティが設けられた射出成形金型、プレフォーム(5)を金型から取り出すための、ギロチン状把持エレメントが設けられた、プレフォームを把持するため、開放位置の金型半部間に存在する空間と外部位置との間を移動するアーム(3)、及びプレフォーム(5)の調整を行うための一群のカップ(7)が面に設けられた冷却タレット(6)を含み、このタレットは、水平軸線を中心とした回転移動及び抜き出しアームの下のプレフォームを受け取るための比較的高い位置とプレフォーム(5)の抜き出しテーブルと対応する下位置との間での垂直方向並進移動を行い、抜き出しテーブルには、プレフォームのリング(9)の下を把持し、カップ(7)から抜き出すための歯形状制限部が設けられた長さ方向スロットが設けられている。
(もっと読む)
プラスチック部材を抜き取る装置及びプロセス
ホルダからプラスチック予備成形品(5)を抜き取る装置及びプロセス。前記装置はプレート(23)を有し、これは相互に平行に位置決めされた直線のスリット(26)を特徴としており、支持テーブル(20、21)に取り付けられる。各スリット(26)は、広い方の区間及び予備成形品のリング(9)の直径より小さい幅(L2)を有する狭窄部(29、30)を有し、従ってリング(9)は、広い方の区間を通してスリット(26)に取り付けることが出来る。狭窄部がリングの下に位置決めされるまで、プレート(23)が特定の長さだけ方向「D」に移動し、従って予備成形品は、ホルダからプレートを離すことによって取り外される。  (もっと読む)
(もっと読む)
プラスチック部材の調整装置及びプロセス
予備成形品(5)を調整するために多くのホルダ(7)に合うような面を有することを特徴とする冷却タレット(6)から成る、プラスチック予備成形品(5)を調整するための装置及びプロセス。このタレットは、水平軸(X)の周囲を回転し、予備成形品を金型から降ろすアーム(3)の下にある上部分と、予備成形品(5)をタレット(6)から抜き取るためのテーブルの近くにある下部分と、の間を垂直に横切る。タレットの構造は、二つの平行しているバー(18、19)、及びホルダ(7)の基礎部が取り付けられた幾つかの連結プレート(14)、から成る。  (もっと読む)
(もっと読む)
ポリエチレンテレフタレートプリフォームの製造のための方法および装置
本発明は、ポリエチレンテレフタレートプリフォームの製造のための方法および装置に関する。本発明の装置は、乾燥機から出るポリマー顆粒のための供給ホッパー(3)、加熱されたスクリューコンベアのようなポリマーを加熱、運搬、および加圧するための手段(1、2)、およびポリマー成型手段を備える。本発明によれば、不活性ガスは、乾燥機、ホッパーまたはホッパーの下流に位置する場所(4、5など)に注入され、前記ガスは、少なくとも170℃の温度に、好ましくは、170℃ないし250℃の温度範囲に予備加熱される。 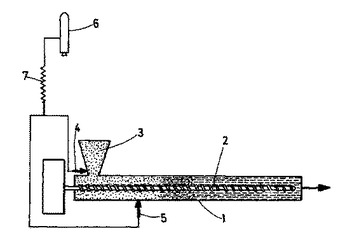 (もっと読む)
(もっと読む)
耐熱PETボトル用プリフォーム

【課題】大容量の耐熱PETボトルをコールドパリソン法を用いてシングルブロー成形により2軸延伸ブロー成形が可能なプリフォームの提供を目的とする。
【解決手段】ポリエチレンテレフタレート樹脂を用いた容量の大きい2軸延伸ブロー成形容器をコールドパリソン法にてシングルブロー成形する場合に供される、口栓部及び口栓部の下方に肩部を介して円筒状の胴部を備える有底筒状体からなるプリフォームにおいて、縦方向延伸倍率が1.85以上になるように口栓部下の首下長さを設定し、横方向延伸倍率が3.5以上になるように胴部外径を設定した。2リットル容量耐熱PETボトル用プリフォームの場合には上記に加えて、目付重量を67.5〜70.5gの範囲に設定し、胴部肉厚が4.0mm以上になるように形状設定した。また、必要に応じて口栓部内側に厚肉部を設け、ストレート部長さを所定の範囲に設定した。
(もっと読む)
調節式カムトラック
61 - 70 / 71
[ Back to top ]