
国際特許分類[B29C33/02]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 型またはコア;その細部または付属装置 (6,935) | 加熱または冷却装置が組み込まれたもの (1,496)
国際特許分類[B29C33/02]の下位に属する分類
液体,ガスまたは蒸気を利用するもの (288)
照射を利用するもの (26)
誘電加熱によるもの (33)
国際特許分類[B29C33/02]に分類される特許
1 - 10 / 1,149
シミュレーション方法、加硫制御方法及びシミュレーション用コンピュータプログラム
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
タイヤ加硫用ブラダ
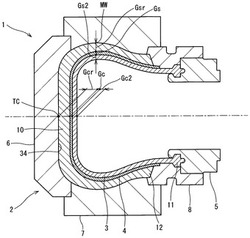
【課題】タイヤ表面の凹凸の発生が抑制されうるタイヤ加硫装置1の提供。
【解決手段】このタイヤ加硫装置1は、モールド2と、モールド2の内面側に配置されるブラダ3、4と、ブラダ3、4を上記モールド2に取り付けるクランプ5とを備えており、上記ブラダ3、4が、タイヤの加硫時に、グリーンタイヤ10の内側に配置されて、このグリーンタイヤ10をモールド2の内面に押圧するタイヤ加硫用ブラダであって、主ブラダ3と、補助ブラダ4とを備えており、補助ブラダ4が、加硫時にグリーンタイヤ10の内側に装着され、且つ、主ブラダ3の外側に重ね合わされて配置されるものであり、補助ブラダ4の、タイヤ幅最大位置MWに対応する部位の厚さGsが、トレッドセンタTCに対応する部位の厚さGcより厚くされている。
(もっと読む)
乗用車用空気入りタイヤの加硫シェーピング方法
【課題】ローカバー下部の剛性が高い場合でもゴム噛みを防止し、外観、品質が良好な乗用車用空気入りタイヤを製造することができる乗用車用空気入りタイヤの加硫シェーピング方法を提供する。
【解決手段】セグメント金型およびサイド金型を含む複数の金型からなる加硫金型を備える加硫装置を用いてローカバーを加硫シェーピングする乗用車用空気入りタイヤの加硫シェーピング方法であって、金型閉工程において、前記セグメント金型の接合面と前記サイド金型の接合面との間の距離がゼロになるまでに、金型閉動作を2〜5秒間一時停止した後、金型閉動作を再開することを特徴とする乗用車用空気入りタイヤの加硫シェーピング方法。
(もっと読む)
タイヤ内面用離型剤およびそれを用いたタイヤの製造方法
【課題】 生タイヤの加硫成型に複数回使用しても優れた離型性が持続するタイヤ内面用離型剤およびそれを用いたタイヤの製造方法を提供することである。
【解決手段】 タイヤ内面用離型剤は、アルキルシリコーンと、曇点20〜60℃且つ動粘度10〜60cSt(25℃)であるシリコーン系非イオン界面活性剤と、粉体からなる無機成分と、水とを含む。タイヤの製造方法は、このタイヤ内面用離型剤を、生タイヤの内面および/またはブラダーの外面に塗布し、前記ブラダーを加熱膨張させて前記生タイヤを金型に圧入し、加硫成型する第1成型工程と、前記ブラダーを加熱膨張させて別の生タイヤを金型に圧入し、加硫成型する第2成型工程とを含む製造方法である。
(もっと読む)
空気入りタイヤ及びタイヤ成形用金型

【課題】リムストリップとサイドウォールゴムとの界面及びその付近でのクラック等の製品不良を低減できる空気入りタイヤ及びタイヤ成形用金型を提供する。
【解決手段】リム装着時にリムフランジRFの外周との間隔が一定となるようにタイヤ周方向CDに延びる第1周方向凸条11がビード部1のタイヤ幅方向外側に設けられた空気入りタイヤTにおいて、第1周方向凸条11よりもタイヤ径方向外側又は内側に間隔をおいて、第1周方向凸条11よりも突出高さの低い第2周方向凸条12がタイヤ周方向CDに延設され、かつ第1周方向凸条11と第2周方向凸条12とに連なる第1径方向凸条14がタイヤ径方向に延設されており、リムストリップ5とサイドウォールゴム6との界面56は、第1周方向凸条11と第2周方向凸条12との間でタイヤ外表面に達している。
(もっと読む)
タイヤ加硫機におけるブラダ組立体の交換装置および交換方法
【課題】構造を複雑にすることなくブラダ組立体をロックし、そのロックを解除することができるようにする。
【解決手段】下部クランプリング14にハブ7が嵌った状態において、ピストンロッド6を上昇させると、上部ガイド53がロックピン51を下部クランプリング14側に押し出すことで、ロックピン51の端部51bが溝14aに嵌り、ハブ7と下部クランプリング14とがロックされる。一方、ピストンロッド6を下降させると、段付き部6aにより上部ガイド53がロックピン51よりも下方に押し下げられ、ピストンロッド6側に付勢されたロックピン51の端部51bが溝14aから抜けることで、ハブ7と下部クランプリング14とのロックが解除される。
(もっと読む)
ローカバー
【課題】ブロンの発生が抑制されつつ、はみ出し部の発生が抑制されたローカバーの提供。
【解決手段】本発明に係るローカバー2は、金型32に投入される。この金型32は、トレッドセグメント20と、サイドプレート22、24と、ブラダー30とを備えている。このローカバー2は、トレッドセグメント20に接する外周面2aと、サイドプレートに接する外側面2bと、この外周面2aと外側面2bとの間に形成された段差とを備えている。この段差に連続する外周面2aの端は、段差に連続する外側面2bの端より軸方向外側に位置している。トレッドセグメント20とサイドプレート22との境界に対応する外側面の位置が位置Pとされると、この段差は、この位置Pより半径方向外側に形成されている。
(もっと読む)
タイヤ加硫金型の設計方法
【課題】オーバースピューを防止しつつセグメントの変形を防止しうるタイヤ加硫金型を設計しうる方法を提供する。
【解決手段】タイヤ周方向に分割された複数のセグメントを具え、該セグメントの分割面を合わせることにより環状に連続するトレッド成形面が形成されるタイヤ加硫金型の設計方法である。セグメントを有限個の要素に分割してセグメントモデルを設定するステップと、セグメントモデルの分割面を互いに揃えて位置合わせするとともに該分割面での接触を無効化して自由膨張を可能とする境界条件を与え、しかも、温度及び圧力を作用させてセグメントモデルの自由膨張シミュレーションを行うステップと、この自由膨張シミュレーションから一対のセグメントモデルの分割面での重複量を求めるステップと、重複量に基づいてセグメントの初期ギャップを決定するステップと、初期ギャップに基づいてセグメントを設計するステップとを含む。
(もっと読む)
タイヤ加硫用金型
【課題】過加硫の恐れなく、均一な加硫状態を短時間で得ることができ、また、スピューレス金型であってもゴム流れの不良の発生を抑制することができるタイヤ加硫用金型を提供する。
【解決手段】トレッド外面形状に対応した凹凸部を備えた複数のトレッドセグメントからなる環状のトレッドモールドと、サイドウォール外面を形成する上下一対のサイドモールドとを備えたタイヤ加硫用金型であって、トレッドセグメントの上部および下部に位置するショルダーブロック部の一部または全部に、トレッドセグメント中央部に比べて熱伝導率が高く、トレッドセグメント中央部とは熱膨張率が異なる金属が用いられているタイヤ加硫用金型。
(もっと読む)
成形装置
【課題】成形装置において、金型を効率良く加熱できるようにする。
【解決手段】加熱された一対の金型14,15のキャビティ面14A,15Aを組み合せて成形体に対応するキャビティ11を形成する成形装置10において、金型14,15を囲むように金型14,15毎に配置される一対の誘導加熱コイル21,22を備え、各誘導加熱コイル21,22は、各誘導加熱コイル21,22によって各誘導加熱コイル21,22の外側に発生した外側磁束F1b,F2bが、各誘導加熱コイル21,22に隣接する各誘導加熱コイル22,21内を通るように配置され、各誘導加熱コイル22,21内の空間に発生する磁束F1c,F2cの方向が反対となるように、各誘導加熱コイル21,22に通電する。
(もっと読む)
1 - 10 / 1,149
[ Back to top ]