
国際特許分類[B29C43/30]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 不定長の物品の圧縮成形 (273) | 多層または多色物品の製造 (44)
国際特許分類[B29C43/30]に分類される特許
1 - 10 / 44
積層構造体の製造方法
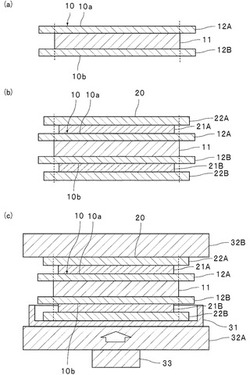
【課題】加熱加圧対象物が面方向の全体に均一に加熱及び加圧された積層構造体を得ることができる積層構造体の製造方法を提供する。
【解決手段】本発明に係る積層構造体の製造方法は、金属板12Aと加熱加圧対象物11と金属板12Bとを積層して第1の積層体10を得る工程と、第1の積層体10における第1の表面10a側に第1のクッション材22Aを配置し、かつ第1の積層体10における第2の表面10b側に第2のクッション材22Bを配置して、第2の積層体20を得る工程と、第2の積層体20を加熱及び加圧して、加熱加圧対象物11が加熱及び加圧された積層構造体を得る工程とを備える。金属板12A,12Bは、加熱加圧対象物11よりも大きい。第1,第2のクッション材22A,22Bの内の少なくとも一方は、少なくとも一方の表面に複数の凹部又は複数の凸部を有する。
(もっと読む)
熱可塑性樹脂補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強シート材

【課題】熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂補強シート材、及びその製造方法、並びに当該熱可塑性樹脂補強シート材を用いて成型される高品質、ドレープ性が維持された熱可塑性樹脂多層補強シート材を提供する。
【解決手段】熱可塑性樹脂補強シート材1は、複数の補強繊維2fがサイジング剤等により集束した補強繊維束2tを幅方向に複数本引き揃えシート状とした補強繊維シート材2と、補強繊維シート材に付着されたマトリックス樹脂となる熱可塑性樹脂シート材3と、熱可塑性樹脂シート材3の溶融温度より低い温度で溶融又は軟化する接着用熱可塑性樹脂材4とを備え、熱可塑性樹脂シート材3の両面に補強繊維シート材2を付着させて構成される。
(もっと読む)
車両用内装材の製造方法
【課題】加飾材の端部の露出を抑制しつつ、基材に対する加飾材の位置ずれを抑制することができる車両用内装材の製造方法を目的とする。
【解決手段】プレス成形工程において、図示しない吸引手段を駆動し、加飾材セット部64の吸引孔52から第1成形面42Aと加飾材70との間の空気を吸引することにより、加飾材70を第1成形面42Aに密着させる。この状態で、図示しない昇降装置によって下型42を上昇させると共に、上型44を下降させ、下型42の凹部48,50内に上型44の凸部56,58をそれぞれ挿入すると共に、下型42の壁状部66を上型44の溝部68に挿入する。これにより、下型42の第1成形面42Aと上型44の第2成形面44Aとの間で基材30及び加飾材70がプレス成形されると共に、第2成形面44Aの溝部68に基材30及び加飾材70の外周部70Aが圧入される。
(もっと読む)
ポリマー製品の製造方法
【課題】良好な機械的特性を有するポリマー製品を低い圧着温度で製造する簡易で実用的な方法の提供。
【解決手段】ポリマー製品を製造するため方法であって、次の各工程:(a)配向化ポリマー材料のストランドで構成された第1の層、ポリマー材料の第2の層、配向化ポリマー材料のストランドで構成された第3の層であって、該第2の層が該第1および第3の層のピーク融解温度よりも低いピーク融解温度を持つ連続層を有する合着層を形成すること、(b)該第1の層の一部を融解させ、該第2の層を融解させ、且つ第3の層の一部分を融解させ、そして、該合着層を圧着させるのに十分な時間、温度および圧力の条件に該合着層を供すること、及び(c)該圧着化合着層を冷却すること;を含む方法による。
(もっと読む)
ポリアリーレンエーテルケトンフィルムおよび金属フィルムとからなる接着剤を用いない複合材
【課題】寸法安定性の配線板を製造するために適切な、接着剤を使用しない複合材を提供する。
【解決手段】I.以下の成分:
a)ポリアリーレンエーテルケトン 60〜96質量部、
b)六方晶窒化ホウ素 2〜25質量部、および
c)タルク 2〜25質量部
を含む成形材料からなる、5〜1200μmの厚さを有するフィルムを準備する工程、この場合、成分a)、b)およびc)の質量部の合計は、100である、
II.10〜150μmの厚さを有する金属フィルムを準備する工程、
III.I.およびII.で準備したフィルムを、接着剤を使用せずに、Tm−40K〜Tm+40Kの範囲の温度および4〜5000バールの範囲の圧力で圧縮する工程、を有する方法により、ポリアリーレンエーテルケトン成形材料と金属フィルムとからなるフィルムからなる複合材を製造する。
(もっと読む)
熱伝導シートおよびその製造方法
【課題】柔軟性を有し、かつ、高い熱伝導率を有する熱伝導シートおよびその製造方法を提供すること。
【解決手段】塩素化ポリエチレン100質量部に対し、平均粒径15〜600μmのグラファイトを400〜730質量部配合した組成物を圧延ロール成形した、厚さ0.1〜2.0mmの熱伝導シートによる。該熱伝導シートは、上記組成物を混練した後、厚さ0.1〜2.0mmに圧延ロール成形される。また、前記製造方法で厚さ0.1〜0.5mmに成形した薄層シートを複数枚重ねて熱プレス成形または圧延ロール成形して、厚さ0.5〜2.0mmのシートとしてもよい。
(もっと読む)
加飾シートの製造方法及び樹脂成形品の製造方法
【課題】ドクターブレードを使用して、複数の色調を有し、高級感の高い柄模様等を有するSMC成形等に適用される加飾シートの製造方法を実現する。
【解決手段】上フィルム3の搬送路に沿って、加飾層用樹脂4を一定量供給するためのドクターブレードを複数備え、そのうちの上流側のドクターブレード6の先端部に切り欠き8が形成されて櫛状になっており、この切り欠き8の高さは、下流側のドクターブレード7と上フィルム1の間隙9よりも小さく、上流側で上フィルムの表面に帯状の模様用の加飾層用樹脂10を塗布し、下流側で地となるベース用の加飾層用樹脂11を塗布し、一対の含浸ローラ2で下フィルム1とともに加圧して、加飾シート5を製造する。
(もっと読む)
ゴムシートの製造ラインおよび製造方法
【課題】設備の大型化を伴わずにシートの厚みのバラツキを抑制することができるゴムシートの製造ラインおよび製造方法を提供する。
【解決手段】第1カレンダーロール1と、第1カレンダーロール1との協働によりゴム材料5からゴムシート6aを連続的に圧延成形する第2カレンダーロール2と、第3カレンダーロール3と、正回り方向へ回転し、第3カレンダーロール3との協働によってゴム材料5からゴムシート6bを連続的に圧延成形する第4カレンダーロール4と、を備え、一対のゴムシート6a、6bを重合した状態の下で、第2カレンダーロールと第4カレンダーロールとの協働によってゴムシート6を圧延成形できる様に構成され、得られたゴムシート6の両側部を裁断するゴムシートの製造ラインである。ゴム材料5を一対のカレンダーロールの両側の2ヶ所の供給部に連続的に供給でき、かつ、2ヶ所の投入部間の距離aが、ゴムシートの幅bよりも大きい。
(もっと読む)
複合合成樹脂生成方法と複合合成樹脂生成装置およびそれにより作成された圧縮成形容器
【課題】複合合成樹脂生成装置に形成される成形品に糸引きが生じても、圧縮成形時に糸引きの部分を溶融樹脂で厚く覆うようにすること。
【解決手段】先端にノズル排出開口11cを有する複合溶融樹脂流出路中に、流出口12b,14bを通して溶融樹脂B,Cを間欠的に流出せしめると共に、流出口12b,14bを囲繞する流出口11bを通して溶融樹脂Aを流出せしめ、溶融樹脂Aと溶融樹脂B,Cとを含む複合溶融樹脂を流出路のノズル排出開口11cから流出せしめ、ノズル排出開口11cから流出せしめられた複合溶融樹脂を流出路11dのノズル排出開口11cに沿って切断することによってドロップを生成する。この際、ノズル排出開口11cからの複合溶融樹脂の流出に応じて、ノズル排出開口11cを囲繞する付加環状流出開口15bを通して付加溶融樹脂Aを流出する。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
1 - 10 / 44
[ Back to top ]