
国際特許分類[B29C43/40]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 圧縮成形,すなわち,付加された外部圧で成形材料を流動させるもの;そのための装置 (4,061) | 構成部品,細部または付属装置;補助操作 (1,859) | 一定長の物品,即ち不連続物品,を製造するための型 (531) | 成形品の切断手段を有するもの (12)
国際特許分類[B29C43/40]に分類される特許
1 - 10 / 12
成形体の製造装置及び製造方法
【課題】 成形体の形状精度を低下させることなく、成形体の生産性を向上することができる成形体の製造装置及び製造方法を提供する。
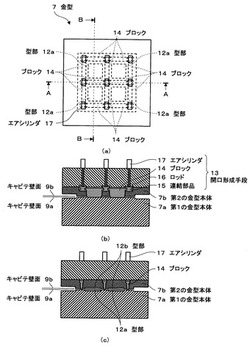
【解決手段】 本発明は、成形体の形状に合わせて形成された型部12a及び12bを有する一対の金型本体7a及び7bを備え、一対の金型本体7a及び7bのうちの一方の金型本体7aに塗布された熱可塑性樹脂18を他方の金型本体7bで押付けて成形体を成形する成形体の製造装置である。型部12a及び12bを一対の金型本体7a及び7bに複数有し、他方の金型本体7bが熱可塑性樹脂18を一方の金型本体7aへ押付けている状態で、隣り合う型部12a及び12bの間に位置する熱可塑性樹脂18の部分に開口を形成する開口形成手段13を備える。
(もっと読む)
成形方法、成形装置、成形型、ウェハレベルレンズアレイ、レンズアレイ積層体、素子アレイ積層体、レンズモジュール、並びに撮像ユニット

【課題】製造されるウェハレベルレンズアレイのレンズ部の位置のばらつきを抑えることができる成形方法、成形装置、成形型を提供する。
【解決手段】基板部と該基板部に配列された複数のレンズ部とを有するウェハレベルレンズアレイを成形する成形方法であって、レンズ部の形状を反転させた形状のレンズ転写部を含む型面を有する一対の型部材によって、一対の型部材の型面同士の間にウェハレベルレンズアレイの材料である樹脂を挟み込み、型面同士の間隔を狭めて樹脂を押圧し、樹脂を型面の形状に変形させる樹脂成形工程と、樹脂成形工程によって型面同士の間からはみ出した樹脂を取り除く除去工程と、を有する。
(もっと読む)
成形装置
【課題】外周不要部分を成形装置から払い出すことが可能な成形装置を提供する
【解決手段】水平方向に相対移動可能とされ、基材70をプレス成形可能な一対の型2と、基材70の側部にアンダーカット部72Aを成形可能なスライド型5と、を備え、基材70のうち、一対の型2及びスライド型5を型閉じすることによって形成される成形空間Sから外部にはみ出た外周不要部分71を切断することで成形品60が成形される成形装置1であって、外周不要部分71のうち成形空間Sから下方にはみ出た下部不要部分73を切断する下部切断刃16と、外周不要部分71のうち下部不要部分73と連なって成形空間Sから側方にはみ出た側部不要部分72を切断する切断刃15と、下部不要部分73を一対の型2から離脱させることで、下部不要部分73及び側部不要部分72の双方を一括して下方に払い出す払い出し装置30と、を備えていることを特徴とする。
(もっと読む)
グラスウール成形金型
【課題】
解決しようとする課題は、フォーミングの後にトリミングを行うためにはフォーミング型とトリミング型の二型を要し、工程も別になるのでコストが高くなることは避けられず、かといってフォーミングとトリミングを同時に行うための金型は構造的に非常に複雑になるため、金型のメンテナンスが煩雑でやはりコストアップになりかねないという点である。
【解決手段】
グラスウール成形金型においてフォーミング型面を彫設された上型と、該上型に固定されたフォーミング型ガイドポストと、トリミング型面を彫設された下型と、該下型に固定されたトリミング型ガイドポストと、該フォーミング型ガイドポストと該トリミング型ガイドポストとの双方に対し摺動自在に取り付けられ、且つ上面にフォーミング型面と、下面にトリミング型面とを彫設され、該フォーミング型ガイドポストからの抜け落ち防止構造を有する中間型とを具備することにより前記課題を解決した。
(もっと読む)
ブロー成形部品の製造方法、ブロー成形部品、および、ブロー成形部品を製造するためのブロー成形金型
【課題】ブロー成形部品に補強素子を結合させることを容易にする、改善された技術およびオートメーションに適した技術を提供する。
【解決手段】本発明は、プラスチックパリソンをブロー成形することによって、金型内に部品壁および内部中空空間を形成する、ブロー成形部品、特に自動車装備部品の製造方法に関するものである。当該製造方法では、ブロー成形時に、補強素子の1つの固定区域を、内側において、部品壁と、一方の接合位置で接合させ、補強素子の別の固定区域を、部品壁の貫通孔の領域において、部品壁と、他方の接合位置で接合させることによって、補強しながら、上記内部中空空間を伸びる補強素子を固定する。本発明はさらに、ブロー成形部品、特に自動車装備部品、および、プラスチックパリソンからブロー成形部品を製造するためのブロー成形金型に関する。
(もっと読む)
コンタクトレンズの成型方法とモールド
【課題】 簡易、かつ安価なコンタクトレンズの成型方法を提供する。
【解決手段】 コンタクトレンズ材料3をモールド1の型穴11内に入れ、補助ジグ2の型ブロック21により型穴内のレンズ材料を加圧成型する。コンタクトレンズ材料は型穴と型ブロックの円弧面に沿って上方へと拡大、延伸し、余剰材料は型穴のコーナーカットエッジ111外に溢出して、該エッジにより切断される。
モールドと補助ジグを分離すると成型されたレンズはジグに密着してモールドから離れ、UVなどにより硬化処理を行い、ジグを反転して型ブロック外の空間22に緩衝液を注入して処理し、ジグの封止平面23に封止薄膜を張って製品とする。
(もっと読む)
成形体の製造方法および装置
【課題】 金型のキャビティ面に傷つけることなく、不要バリ部分の分離を容易にする成形体の製造方法および装置を提供すること。
【解決手段】 (1)上金型11および下金型12間に溶融または軟化した樹脂を装填する工程と、(2)上金型11および下金型12を嵌合させ、樹脂を加圧し、閉じられたキャビティ間で形成される閉空間の形状に樹脂の形状を整え、その際に、上金型11および下金型12の少なくとも一方に設けられたカッター部112を樹脂に接触させ、樹脂に溝部を形成する工程と、(3)得られた成形体を上金型11および下金型12金型から離型する工程とを有する成形体の製造方法及び装置。
(もっと読む)
プレス金型及びプレス成形方法
【課題】「ばり」取り作業が不要となるプレス金型を提供する。
【解決手段】プレス金型10は、スタンパブルシート12が所定形状の製品になるように挟み込まれて成形される成形空間14を形成する雄型20と雌型30を備えている。雄型20には、スタンパブルシート12がプレス加工に先立って載置される直方体状の載置台22と、この載置台22の下に連続して位置する下台24と、これら載置台22及び下台24を支える基台26が形成されている。雌型30には、直方体状の空間(この空間の一部が成形空間14を構成する)の上面と外壁面を取り囲むように形成された成形面32と、この空間の底面の周縁部に相当する位置にあって、成形面32の下端に直交して広がる仕切面34とが形成されている。成形面32の下端部と仕切面34とによって段差36が形成されている。
(もっと読む)
湾曲された熱可塑性複合部品の製造方法
調節された可変の厚さを有する湾曲された熱可塑性複合積層部品を連続的なプロセスで成形するための製造方法である。自動化された装置または手作業のレイアップが部品またはコンポーネントを多層スタックに集積するために使用される。各スタックは位置とその配向方向を維持するために適切な位置で仮留めされるプライ集積領域を含めた全てのプライを含んでいる。プライ仮留めツーリングは全ての必要な部品特性を含み、異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性複合積層を多プライスタックから形成するためカスタム化された多プライスタックに調節される。 (もっと読む)
プラスチック材を柔軟な布の上で成型する製造方法
【課題】安定性を向上した、プラスチック材を柔軟な布上に成型する製造方法の提供。
【解決手段】本発明のプラスチック材を柔軟な布の上で成型する製造方法は、第一回成型:成型が必要な形状に基づき柔軟な布上に成型材料を注入し、注入したプラスチック材を熱で溶解して布に融着し、必要な形状に定型して柔軟な布上の成型物のベース層とする、打ち抜きトリミング:定型済みのプラスチック材図案に打ち抜きトリミングを行い、成型品のベース部を形成する、第二回成型:成型品のベース部上にベース部から再度成型材料を注入し、注入したプラスチック材を熱で溶解した後ベース部表面に融着して必要な形状に定型する、切断トリミング:二層の相互に結合されたプラスチック材の接続箇所に対し切断トリミングを行い、柔軟な布上に二層のプラスチック材の成型品を形成する、という手順を含み、加工過程において柔軟な布の上に二層のプラスチック材成型を実施し、第一層のプラスチック材をベース層として優れた安定性を提供する。
(もっと読む)
1 - 10 / 12
[ Back to top ]