
国際特許分類[B29C45/66]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 射出成形,即ち所要量の成形材料をノズルを介して閉鎖型内へ流入させるもの;そのための装置 (15,998) | 構成部品,細部または付属装置;補助操作 (10,151) | 型開き,型閉めまたはクランプ装置 (585) | 機械式 (191)
国際特許分類[B29C45/66]に分類される特許
1 - 10 / 191
電動竪型射出成形機における金型取付異常の検出方法
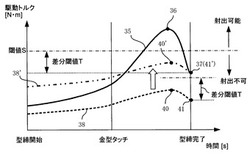
【課題】電動竪型射出成形機において、金型の取付忘れ、異なるサイズの金型の取付、異なる組合せの金型の取付等の、金型の取付異常を検出することができる金型取付異常検出方法をを提供する。
【解決手段】電動竪型射出成形機(1)において、型締装置(2)を駆動するとき、型締用サーボモータ(25)の駆動トルクを監視して、ピークトルク(36、40)が所定の閾値(S)を越えない場合、金型(4、6)の取付状態が異常であると判断する。あるいはピークトルク(36、40)と型締完了時における駆動トルク(37、41)の差が所定の差分閾値(T)を越えない場合、金型(4、6)の取付状態が異常であると判断する。
(もっと読む)
射出成形機の異常検出装置

【課題】何らかの要因で可動部の負荷が変動した場合に成形運転を不必要に停止させることなく、かつ、本当に異常が発生した場合には精度良く異常を検出できる射出成形機の異常検出装置を提供すること。
【解決手段】型閉開始からの経過時間に対応させて型締用サーボモータ8に加わる負荷を基準負荷として記憶し、型閉区間のうちの一部(第一の部分)を異常検出区間として設定し、異常検出区間において基準負荷と現在の負荷との偏差が閾値を超えた場合に異常を検出する異常検出装置において、さらに型閉区間のうちの一部(第二の部分)を負荷変動検出区間として設定し、前記負荷変動検出区間において検出した負荷の変動120に基づいて前記異常判定のための閾値110を補正し、現在の負荷と基準負荷との偏差が補正後の閾値130を超えた場合に異常を検出する。
(もっと読む)
射出成形装置及び射出成形方法
【課題】簡易な構成で射出成形装置の圧力を調整する。
【解決手段】射出成形装置1は、第1の端部241への圧力により節243の屈折状態が変化し、第2の端部242がスライドする射出リンク24と、第2の端部242の動作に基づいて移動するスプリング23と、スプリング23の移動に基づいて発生した圧力により樹脂33を射出する射出用シリンダー31と、射出された樹脂33の型取りを行う型22と、を備える。射出リンク24は、外部から与えられた圧力により、節243が屈折状態から伸長状態となった後、加圧前とは逆方向の屈折状態となり固定される。スプリング23は、節243の屈折状態が伸長状態となる前に射出用シリンダー31が型22内のストローク一杯となった場合に、スプリング23のアウターチューブをスライドさせ、節243が逆方向に屈折した状態で固定された場合に、射出用シリンダー31に与える圧力を固定する。
(もっと読む)
トグル式射出成形機のセッティング方法及び成形方法
【課題】 トグル式の型締装置の能力にマッチングした最適なセッティングを行うことにより、トグル式射出成形機であっても樹脂の自然圧縮を可能にし、成形品の高度の品質及び均質性を確保する成形方法を可能にする。
【解決手段】 電動駆動部8によりトグルリンク機構7を介して金型2の開閉を行う型締装置Mcを備えるトグル式射出成形機Mのセッティングを行うに際し、電動駆動部8の負荷トルクTdが定格トルクTs以下となることを条件に、トグルリンク機構7が非ロックアップ状態となる型位置Xcに型厚調整するとともに、金型2への樹脂Rの充填時に、可動型2mと固定型2c間に所定のパーティング開量Lmが生じ、かつ金型2内の樹脂Rの固化に伴って樹脂Rの自然圧縮が可能となる成形型締力Fcと成形射出圧力Piを設定する。
(もっと読む)
射出成形機
【課題】必要な型締力を維持しつつ、コイルを効率的に冷却することができる射出成形機の提供。
【解決手段】本発明に係る射出成形機は、固定金型15が取り付けられる第1の固定部材11と、前記第1の固定部材11と対向して配設される第2の固定部材13と、可動金型16が取り付けられる第1の可動部材12と、前記第1の可動部材12と連結されて前記第1の可動部材12と共に移動する第2の可動部材22と、を備え、前記第2の固定部材13と前記第2の可動部材22とで型締力を発生させる型締力発生機構を構成し、前記型締力発生機構を構成する前記第2の固定部材13又は前記第2の可動部材22には電磁石49が形成され、前記電磁石49が形成される前記第2の固定部材13又は前記第2の可動部材22の内部に、冷却用の流体が通る冷却水路70が形成される。
(もっと読む)
射出成形機
【課題】必要な型締力を維持しつつ、コイルを効率的に冷却することができる射出成形機の提供。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、前記第1の固定部材と対向して配設される第2の固定部材13と、可動金型が取り付けられる第1の可動部材と、前記第1の可動部材と連結されて前記第1の可動部材と共に移動する第2の可動部材22と、を備え、前記第2の固定部材13と前記第2の可動部材22とで型締力を発生させる型締力発生機構を構成し、前記型締力発生機構を構成する前記第2の固定部材13と前記第2の可動部材22の間に冷却用の流体を導入する流体導入手段80を有する。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】1ランク下の容量の小さい型厚調整用モータによっても、型厚調整ができるトグル式型締装置の型厚調整方法を提供する。
【解決手段】型厚調整用モータにより、型厚調整をするときは、タイバーナットを「型厚減」または「型厚増」の方向に駆動しなければならないが、「型厚減」の方向への初動回転抵抗は大きい。これに対し「型厚増」の方向への駆動抵抗は一般に小さい。そこで、型厚調整をするときは、タイバーナットを一旦「型厚増」の方へ設定時間あるいは設定角度だけ駆動して初動回転抵抗を取り去っておいてから、実際の調整を実施する。または、許容始動電流値と、計測される始動電流値とを比較して、始動電流値が小さいときはそのまま調整し、大きいときは逆方向に所定量駆動してから調整する。
(もっと読む)
型締装置及び型締方法
【課題】モータの出力増大を伴うことなくトグル機構にデッドロックが発生することを防止しうる型締装置及び型締方法を提供する。
【解決手段】可動プラテン13を固定プラテン12に対して進退させるトグル機構20と、トグル機構20と接続されたクロスヘッド24を移動させる型締モータ26とを含む型締装置において、クロスヘッド24をトグル機構20がクニッキングを有する所定の型締位置に移動させて型締モータ26を停止させた型締状態で当該型締位置に保持可能とする。
(もっと読む)
トグル式型締装置
【課題】型閉・型締を行う際にリンクピンに掛る曲げモーメントを小さくしリンクピンの曲がりを小さくすることができるトグル式型締装置を提供すること。
【解決手段】リアプラテン3にリンクピン15Bを介して連結された第1リンク11と、可動プラテン2にリンクピン15Aを介して連結された第2リンク12とを屈曲自在に連結し、第1リンク11に一端が連結され、他端がクロスヘッド14に連結されたトグル駆動用リンク13からなるリンクユニット17を複数備えたトグル式型締装置Mcにおいて、トグル駆動用リンク13との連結部であるトグル駆動用リンク枢着部23がトグル駆動用リンク13のクロスヘッド14との連結部と第1リンク11の中心線との間の領域よりも外側に設けられると共に、トグル駆動用リンク13が通る空間を設け形成されている第1リンク11を用いた射出成形機のトグル式型締装置。
(もっと読む)
射出成形機の型開閉速度の制御方法および装置
【課題】トグル式の射出成形機において、可動プラテンの速度の急激な切換りがないようにトグル機構のクロスヘッドを制御する射出成形機の型開閉速度の制御方法および装置を提供すること。
【解決手段】トグル式の型締機構を有する射出成形機において、クロスヘッドの位置に対応させてクロスヘッド速度を設定し、前記クロスヘッド速度と前記トグルリンクの速度増幅率に基づいてクロスヘッド位置毎の前記可動プラテンの速度を求め、前記求めた可動プラテン速度が予め設定された可動プラテン速度を超えるクロスヘッド位置の区間(区間B)を求め、前記求められた区間(区間B)において可動プラテン速度が前記予め設定された可動プラテン速度となるクロスヘッド速度を前記速度増幅率と前記設定された可動プラテン速度とに基づいてクロスヘッド位置毎に求めて、可動プラテンの型開閉動作を行うことを特徴とする射出成形機の型開閉速度の制御方法。
(もっと読む)
1 - 10 / 191
[ Back to top ]