
国際特許分類[B29C47/22]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291) | 管状開口を有するもの,例.管状物品のためのもの (323) | 調節可能なもの (11)
国際特許分類[B29C47/22]に分類される特許
1 - 10 / 11
多層溶融合成樹脂供給装置
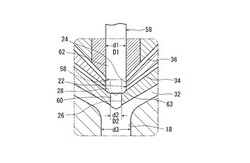
【課題】装置の機械的強度を過剰に低減せしめる等の別個の問題を生成せしめることなく、外側溶融合成樹脂に包み込まれる内側溶融合成樹脂が存在すべきでない部位においても糸状に存在する糸引き現象を可及的に回避乃至抑制することができる多層合成樹脂供給装置を提供する。
【解決手段】主排出路(18)の上流端に連通する副排出路(22)を円筒形状の大径上流部(24)と小径下流部(26)を含む形態にすると共に、遮断部材(58)を副排出路の大径上流部に対応する円柱形状の大径上流部(62)と副排出路の小径下流部に対応する小径下流部(60)とを含む形態にする。
(もっと読む)
フィルム成形用ダイ

【課題】フィルム成形用ダイにおいて、リップの上流側における溶融樹脂の流路の部分的なクリアランス調整を精度良く行なえるようにする。
【解決手段】リップ17の上流側に第二調整リング13を配設すると共に、該第二調整リング13を、筒状流路16に臨むリング部13aと、該リング部13aの背面側に設けられ、第二調整ボルト21が螺合される複数のボス部13bと、ボス部13aをリング部13aに連結する肉薄部13cとを備えて構成し、調整ボルト21の軸回り方向の回転に伴い調整ボルト21の内側に位置する部分のリング部13aが進退移動することで筒状流路16のクリアランスを部分的に調整する構成にした。
(もっと読む)
網状パイプ材の製造装置および製造方法
【課題】 押出成形機による単位時間当たりのダイからの押出吐出量が一定であっても、パイプ材の胴部に均一な網状部分を高精度に成形することができ、かつ、一つのパイプ材に異なる形状および間隔の矩形開口部を有する複雑なものも簡単に成形することができる網状パイプ材の製造装置および製造方法を提供すること。
【解決手段】 押出成形機1と;金型移動機構2と;引取機構3と;制御コンピュータ4とを具備して構成し、この制御コンピュータ4にはメニュー手段41を備えており、パイプ材の網状部分における矩形開口部Aの形状および間隔についての、異なるパターンに対応する各成形条件を定義した成形条件情報(M1・M2…)からなる成形条件データベースMを記憶して、この成形条件データベースMの中から異なる成形条件を複数組み合わせることによって、異なる矩形開口部Aの形状および間隔を有する網状パイプを成形可能にする。
(もっと読む)
管体の押出成形方法および管体の押出成形装置
【課題】管体(ホース)の押出成形方法は、マンドレルを用いなくても、複雑な曲げ形状を有する管体を製造する。
【解決手段】製造方法は、断面円形の開口側内周面25aを有する押出孔25と、押出孔25と同芯上に配置された芯側ダイス26とを有する押出ダイス23を用いて、開口側内周面25aと芯側ダイス26の芯側外周面26dとの間に形成される押出通路27を通じて、ゴム材料を押し出すことにより押出管体HAを形成する。このとき、芯側ダイス26を押出孔25に対して回転および軸方向へ位置制御することにより、ゴム材料が開口側内周面25aと芯側外周面26dとに接触する面積を周方向で変更し、ゴム材料が押し出される速度を周方向で異なる値に設定して、押出管体HAを曲げ形状とする。
(もっと読む)
押出成形金型の肉厚調整構造
【課題】シームレス製品の肉厚を調整できる領域を所望に画定でき、しかもシームレス製品の全周の肉厚を高い精度で均一化できる押出成形金型の肉厚調整構造を提供する。
【解決手段】肉厚調整構造1は、押出成形金型9のマンドレル5と、マンドレル5に内周面11を近接させるアジャストリング13との間に確保される熱可塑性樹脂の吐出口17の広さを調整するものである。アジャストリング13は、マンドレル5の周りに周回する外側面27からマンドレル5へ向けて複数のスリット29を切り込まれた割頭部21と、割頭部21を押出成形金型9のダイボディー3に連結し割頭部21がマンドレル5に進退するよう弾性変形する可撓縮径部23とを備える。
(もっと読む)
合成樹脂製擬竹及びその生産方法
【課題】 断面円形にして長手方向所定間隔に竹節状微小隆起部を配置して擬竹としての剛性と胴縁への長手方向両端部に対する釘打ちによって割れやクラックの発生がなく且つ合成樹脂使用量を適正化した擬竹を提供する。
【解決手段】 熱可塑性合成樹脂製擬竹Aにあって、その単位長さ当りの標準重量を、擬竹Aの外径寸法との対比で、この外径寸法をミリメートル単位で表示したとき、その数値に対して4.4±0.5倍のグラム単位の数値による重量とし、合成樹脂使用量を該重量に設定して押出成形を行うようにする。外径寸法に応じて該倍率を順次漸増し又は段階的に増加することによって、擬竹Aの剛性と耐衝撃性を確保して、釘打ちによる割れやクラックを可及的確実に防止し且つ合成樹脂使用量を適正化した高品質の擬竹Aとすることができる。
(もっと読む)
押出成形機の金型
【課題】押出成形機における偏肉調整は、熟練した技術を必要とするか、高価な構造の装置が使用されていた。
【解決手段】ダイス4の周囲にダイスに当接するリンク6を配置し、そのリンクの一端はクロスヘッド本体1に回転自由に固定支持させ、リンクの他端にはリンクとほぼ直角に当接する調整用ボルト7を配置し、ダイス4とリンク6が当接する位置はリンク長さの中央よりも回転支持される側に近い位置に配置することで、安価で作業者が容易に調整できる金型が得られる。
(もっと読む)
短繊維配向ゴム又は合成樹脂の製造法及び押出成形用拡張ダイ
【課題】短繊維を周方向に効率良く配向させることにより、周方向において優れた機械的性質を有する筒状体を容易に成形することができる短繊維配向ゴム又は合成樹脂の製造法及び押出成形用ダイヘッドの提供を目的としている。
【解決手段】短繊維が混錬されているゴム又は合成樹脂を断面環状の成形空間6から押し出し、短繊維を所定方向に配向させたゴム又は合成樹脂の筒状体を成形する方法であり、成形空間6において径が押出方向に拡大する拡張部9を通過させ、成形空間9の入口部6iの流路幅Wiと出口部6oの流路幅Wo、及び、成形空間6の軸心を中心とする入口部6iの半径Riと出口部6oの半径Roとが、Wo/Wi<Ro/Riの関係を満たしている。そして、成形する前記筒状体の周方向の機械的性質に応じ、Ro/Riの値を2≦Ro/Ri≦8の範囲内で調整することによって前記短繊維の配向を調節する。
(もっと読む)
押出口金および充填剤入り重合体組成物押出品の製法
流れ制限帯域、流れ再分配帯域およびランド帯域を有する口金を通して充填剤入り重合体複合材料を押し出すことによって、高度に分散し均一に分布した充填剤を含む充填剤入り重合体複合材料押出品を調製する。流れ制限帯域は、押出機に隣接し、そして、充填剤の高い分散を引き起こすのに十分であるが、重合体溶融物成分の望ましくない劣化を引き起こすのには十分でない、押出機中の重合体溶融物背圧を増加させる。 (もっと読む)
押出成形機とこれを用いた押出成形方法およびこれによって得られた光通信用フェルール
【課題】押出成形体を製造する際に、同心度が数ミクロンオーダーの寸法精度の高い筒状成形体を得る。
【解決手段】混練物を流通させるシリンダと、シリンダ内の混練物を押出す押圧部12と、シリンダの先端に取り付けられ、内部に混練物を通過させることにより外形を成形するダイス13aと内形を成形するコアピン13bとから成る金型13を有し、筒状成形体を得るための押出成形機であって、上記金型13の取り付け位置を押出方向に対して垂直な基準面上で位置を調整する金型位置調整機構15を有する。
(もっと読む)
1 - 10 / 11
[ Back to top ]