
国際特許分類[B29C47/28]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 押出成形,すなわち所定の形状を与えるダイまたはノズルを通して成形材料を押し出すもの;そのための装置 (4,755) | 構成部品,細部または付属装置;補助操作 (3,466) | 押出ノズルまたはダイ (1,291) | 管状開口を有するもの,例.管状物品のためのもの (323) | クロスヘッド管状押出ノズル (28)
国際特許分類[B29C47/28]に分類される特許
1 - 10 / 28
導電性弾性ローラ製造用の装置及び導電性弾性ローラの製造方法
【課題】ウェルドを低減し、周方向電気抵抗のばらつきを低減させた導電性弾性ローラの製造方法及びそれに用いる装置を提供すること。
【解決手段】導電性弾性ローラを製造するためのクロスヘッドダイの環状流路に開口を有する撹拌棒挿入用の横孔を設け、この横孔に撹拌棒を挿入して環状流路内に供給された導電性弾性層形成用の材料に生じたウェルド部を撹拌して芯金の外周面に形成される導電性弾性層でのウェルドの形成を低減する。
(もっと読む)
押出方法及びこれを適用した発泡絶縁体押出方法

【課題】内部導体がクロスヘッド心金の中心に対して偏芯することを防止する押出方法を提供する。
【解決手段】内部導体の外周に内部層が形成された被覆電線を、クロスヘッド心金を有するクロスヘッドに送り、クロスヘッドで被覆電線の外周に外部層用材料を押出被覆して外部層を形成する押出方法において、被覆電線の外周に外部層用材料を押出被覆する際、被覆電線の径とクロスヘッド心金の径を同じくなるように押し出し、クロスヘッド心金の内周部に内部層の材料である内部層用材料を滞留させ、内部導体をクロスヘッド心金の中心に固定する方法である。
(もっと読む)
クロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくする効果を高めることが可能なクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と供給口50とが形成された外ダイ22と、外ダイ穴57に設置されたマンドレル21と、を有し、マンドレル21が、マニホールド部と、先端部とを有し、マニホールド部21aが、供給口50に対向した入口と、入口から流入したゴム組成物が流出する2つの出口と、を有する一対の溝と、下面に形成された半円状の溝65とを有し、先端部の外周面と外ダイ穴の内周面との隙間に第1の環状流路60と、第1の環状流路60よりも断面積が小さい第2の環状流路62と、をさらに有する。
(もっと読む)
押出成形金型、押出成形装置、医療用チューブ、及び、医療用チューブの製造方法
【課題】軸断面における内層と外層の断面積比を連続的に変化する部分を含んだチューブを製造する際に用いられ、その断面積比を短期間で切り替えることができる押出成形金型を提供する。
【解決手段】押出成形金型50は、第2内層マンドレル54を内層形成樹脂の供給量の変化に応じて軸方向に移動させ、内層樹脂流路62aの流路体積を変化させるものである。
(もっと読む)
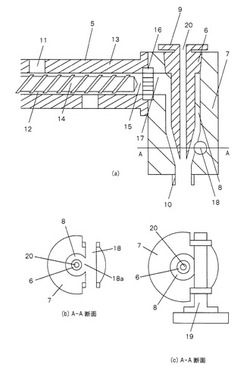
押出成形装置及び押出成形方法
【課題】導電性ゴムローラのクロスヘッドダイを用いた製造装置において、ウエルドラインに起因する電気抵抗値のむらを解消するための製造装置および製造方法を提供する。
【解決手段】導電性ゴム組成物を押出すための押出機と、クロスヘッドダイ310とを有し、該クロスヘッドダイ310は、電気的に互いに絶縁された内側ダイ312および外側ダイ315を有しており、該内側ダイの外周面401と該外側ダイの内周面402とで構成されている、該押出機から押し出される該導電性ゴム組成物を円筒状に形成する環状流路317を有しており、該内側ダイ312は、該環状流路317の中心軸と同じ向きに該導電性基体が装着される貫通孔314を有しており、該環状流路317は、その出口が該貫通孔314に面しており、さらに該内側ダイの外周面401および該外側ダイの内周面402の間に導電性ゴム組成物を介して電圧を印加するための手段を有している。
(もっと読む)
同軸ケーブル用中空コア体の製造に用いる成形ダイス
【課題】 中空率が高く、真円度の良好な中空コア体を製造すること。
【解決手段】成形ダイス20は、フランジ22と先端凸部24とを有している。凸部24には、内部導体12の挿通用中心孔24aが設けられている。中心孔24aの外周には、内環状孔24bが隣接設置されると共に、内環状孔24bの外周から、当角度間隔で外方に向けて放射状に延びる6本の直線状孔24cが設けられている。直線状孔24cの外端間には、これらを連結する外環状孔24dが設けられている。このようなダイス24を用い、中心孔24a内に内部導体12を挿通させながら、内,外環状孔24b,24dおよび直線状孔24cから溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却固化させると、所定断面形状の中空コア体が得られる。
(もっと読む)
同軸ケーブル用中空コア体の製造装置
【課題】 単一の成形ダイスで中空コア体を製造すること。
【解決手段】製造装置は、成形ダイス20と冷却装置とを備え、冷却装置は、風例筒42と水冷却装置46とを有している。成形ダイス20は、フランジと先端凸部とを有し、凸部には、内部導体の挿通用中心孔が設けられている。中心孔の外周には、内環状孔が設置され、内環状孔の外周から、当角度間隔で外方に向けて放射状に延びる直線状孔が設けられている。直線状孔の外端間には、これらを連結する外環状孔が設けられている。このようなダイス20を用い、中心孔内に内部導体を挿通させながら、内,外環状孔、直線状孔から溶融した樹脂を概略垂直下方に押出して、溶融樹脂を冷却装置で冷却固化させると、中空コア体が得られる。
(もっと読む)
導電性ゴムローラ成形用のクロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくすることが可能な導電性ゴムローラ成形用のクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と、供給口50と、を備えた外ダイ22と、外ダイ穴57に配置され、芯金ガイド穴31と、マニホールド61と、を備えたマンドレル21と、外ダイ穴57における芯金ガイド穴31の下端開口部よりも下側に配置され、ダイス穴56を備えたダイス23と、を有し、マニホールド61に沿った流れ方向および軸方向に沿った流れ方向の各々に対して垂直な切断面における展開部流路51の断面積が、ダイス口54の断面積から芯金13の断面積を差し引いた押出し断面積の4.1倍以上6.9倍以下であり、展開部流路51の長さが、供給口50の上端部における外ダイ穴57の口径の0.5倍以上1倍以下である。
(もっと読む)
押出し装置及びゴムローラの製造方法
【課題】電子写真装置などに用いるゴムローラ等の押出し物の外形を精度良く制御するためのゴム用押出し装置と、該ゴム用押出し装置を用いたゴムローラの製造方法を提供する。
【解決手段】温調可能なクロスヘッドと、温調が可能なダイスと、ダイス保持部材を少なくとも備える、原料組成物を芯金の周囲に円筒状に形成するゴム用の押出し装置であって、該ダイスは樹脂で形成され、該ダイス保持部材は金属で形成され、該ダイスの内周は円筒形状を有し、その内周の一部に内周面と同軸をなすテーパー面を備え、該テーパー面最小内径箇所の外側にある円筒の外周面とダイス保持部材との間に隙間を全面に設け、かつ該ダイスの材料流入側の端面はクロスヘッドと面で合わさる構造で、ダイス保持部材の内径にH7の基準穴とし、ダイスの外周をf8の軸の公差域を適用した場合の最大隙間の1/2の隙間を少なくとも設ける。
(もっと読む)
管体の押出成形方法および管体の押出成形装置
【課題】管体(ホース)の押出成形方法は、マンドレルを用いなくても、複雑な曲げ形状を有する管体を製造する。
【解決手段】製造方法は、断面円形の開口側内周面25aを有する押出孔25と、押出孔25と同芯上に配置された芯側ダイス26とを有する押出ダイス23を用いて、開口側内周面25aと芯側ダイス26の芯側外周面26dとの間に形成される押出通路27を通じて、ゴム材料を押し出すことにより押出管体HAを形成する。このとき、芯側ダイス26を押出孔25に対して回転および軸方向へ位置制御することにより、ゴム材料が開口側内周面25aと芯側外周面26dとに接触する面積を周方向で変更し、ゴム材料が押し出される速度を周方向で異なる値に設定して、押出管体HAを曲げ形状とする。
(もっと読む)
1 - 10 / 28
[ Back to top ]