
国際特許分類[B29C49/36]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | ブロー成形装置 (75) | 可動型または可動型部品を用いるもの (60) | 一軸の回りに回転するもの (33)
国際特許分類[B29C49/36]に分類される特許
11 - 20 / 33
少なくとも1つの所定の補償時間の間に、可変的な継続時間にて容器の内容積をフラッシングする工程を有する、容器を形成するためのプロセス
好ましくは熱可塑性プラスチック材料から作られた予備成型物であるブランクを用いる、容器の形成プロセスであって、上記容器は、軸に対して継続的に回転される回転トレーの外周に設けられた少なくとも1つのブロー成型鋳型を備える回転式の延伸ブロー成形機を用いて形成され、上記ブロー成型鋳型は、ブロー成形サイクルに対応して周期的に稼動しており、上記形成プロセスは、予め加熱されたブランクをブロー成型鋳型中に配置する工程と、上記ブロー成型鋳型を閉じる工程と、上記ブランクを上記ブロー成型鋳型中でブロー成型する工程と、空気を内部に注入することによって、冷却されたガスを用いて上記容器の内部をフラッシングする工程と、上記ブロー成形された容器を、外部保持手段によって保持する工程と、上記ブロー成型鋳型を開く工程とを有する。上記形成プロセスは、一時的かつ発展的な様式にて、容器製造の各開始時におけるフラッシング工程の継続時間を自動的に変化させる。これによって、最初に製造される容器が、延伸ブロー成形機の安定駆動期間中に形成される容器の最終容積に対応する最終容積を付与され得る温度条件下にて形成されるように、容器内の熱的条件を設定する。  (もっと読む)
(もっと読む)
射出ブロー成形機及び、ネック型移動装置。

【課題】ブロー成形を同一機内で行うことが出来る射出ブロー成形機において、製品不良の原因となる、機械の歪み、撓み、振動の少ない機構を提供すること。
【解決手段】 強力な型締力を必要とする、射出型閉装置とブロー装置を、射出型、ブロー型の一部となるネック型の移動装置とを、互いに接触する事無く独立分離して設置する事と、ネック型を回転移動する回転板の自重による撓みと、回転の慣性を減じるために回転板をドーナツ型にし、軽量化した。ネック型の昇降を回転板とそれを保持する保持板のみとし軽量化及び簡素化した。
(もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。まずパリソンの熱調整を行い、次にブロー成形型内でパリソンにブロー成形圧を作用させることによりパリソンを容器に成形する。少なくとも2つのブロー成形セグメントから成るブロー成形型を、担持構造物上に配置されているブローステーションの型担持体によって位置決めする。ブロー成形型に加えて底部を使用する。型担持体と底部とは双方とも機械的に位置決め可能であるように配置されている。型担持体と底部とは機械的に互いに連結されている。両型担持体のうち一方の型担持体は運動不能に、他方の型担持体は回動可能にそれぞれ担持構造部によって保持されている。底部は両型担持体のそれぞれに対し相対的に可動に配置されている。底部は型担持体に対し相対的に運動軌道部を有し、運動軌道部は、ブローステーションの縦方向に延在している成分と、縦方向に対し横方向に延在している成分との双方を備えている。 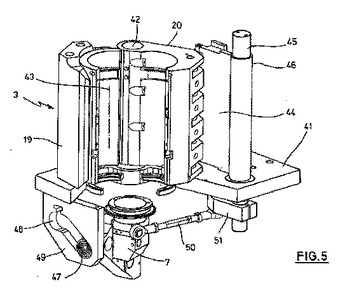 (もっと読む)
(もっと読む)
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。この場合、パリソンを熱調整した後、ブロー成形型内部でブロー成形圧を作用させることによってパリソンを容器に成形する。パリソンを、少なくともその搬送経路の一部分に沿って、回転する受け渡しホイールによって保持されている担持要素によって位置決めする。担持要素は受け渡しホイールに対し相対的に可動に支持させる。担持要素はカム制御部によって位置決めされる。カム制御部は、担持要素を作業位置または静止位置において予め設定可能に配置させる位置決め可能なカムセグメントを有している。担持要素は、作業位置において受け渡し領域内へ送入され、静止位置においてこの受け渡し領域から離間して保持される。 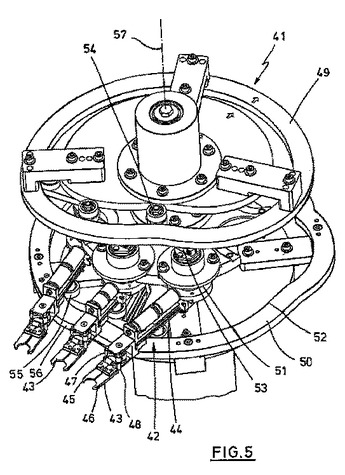 (もっと読む)
(もっと読む)
射出延伸ブロー成形機

【課題】クランプによる連結手段とエアシリンダによる型締手段の採用により油漏れによる成形品の汚染を防止する。必要最小限の油量により作動効率の向上を図る。ベッドを射出型締機構用ベッドと射出機構用ベッドに二分して金型交換などの作業スペースを確保し、射出機構の配設にスクリュ長さの制約を受けないようにする。
【解決手段】下部基盤と中間基盤とを貫通して射出成形操作部の両側に上下動自在に立設した一対の型締シャフトの上端部を頂上盤により連結する。下部基盤の下側に取付けてベッド内に位置する型締シャフトの下端に油圧作動の型締手段を連結する。コア型の型締盤を型締シャフトに両端部を挿通支持して中間基盤と頂上盤との間に上下動自在に設ける。中間基盤と型締盤とを両側のエア作動の一対の型開閉シリンダにより連結する。頂上盤の開口部を通して型締ロッドを型締盤に連結する。型締ロッドと嵌合して型締盤と型締シャフトとを連結する一対のクランプ部材を頂上盤上面の開口部両側に設ける。
(もっと読む)
射出延伸ブロー成形装置
【課題】 大きな駆動力を要する竪型締めを電動化し、さらには他の型締めや位置調整機構を電動化することができる射出延伸ブロー成形装置を提供すること。
【解決手段】 少なくとも射出成形部30と延伸ブロー成形部32とを有し、各成形部に対応して配設したネック型を各成形部に間欠搬送する回転板26を有する射出延伸ブロー成形装置は、機台12上に固定されると共に、回転板との間で各成形部の成形空間を形成する下部基盤14と、下部基盤上方に配設されて回転板を支持する上部基盤16と、下部基盤に対して上部基盤を昇降駆動する竪型締め手段とを有し、竪型締め手段は、下部基盤下方で機台内に配設された牽引板18と、下部基盤を貫通して上部基盤と牽引板とを連結する複数のタイバー22と、射出成形部の下方位置にて機台内に配設されて、下部基盤を基準位置として伸縮して牽引板を昇降させる竪型締めトグル機構90と、竪型締めトグル機構に駆動力を伝達する第1の電動機92とを有する。
(もっと読む)
容器をブロー成形するための装置
本発明による装置は、容器をブロー成形するために用いる。熱可塑性材料から成るパリソンを加熱路の領域で加熱させ、次にブロー機構に受け渡す。ブロー機構は、パリソンを容器に成形するための少なくとも1つのブローステーションを備えている。パリソンを操作するため、少なくとも1つのやっとこ状の搬送要素が2つのやっとこアームを備え、これらやっとこアームはやっとこ担持体に対し相対的に回動可能に配置されている。やっとこアームのそれぞれは、それぞれ少なくとも1つのレバーを介して、少なくとも部分的に両やっとこアームの間に配置されている中央要素と連結されている。両やっとこアームのそれぞれは少なくとも1つのばねによって中央要素に対し弾性付勢されている。  (もっと読む)
(もっと読む)
インジェクションブロー成形機
【課題】省スペースでありながら多数個同時成形を可能としたインジェクションブロー成形機を提供する。
【解決手段】本発明にかかるインジェクションブロー成形機10は、射出成形部14と、ブロー成形部310と、2組の射出コア型50及びネックキャビティ型60を搬送高さ位置Hで回転搬送する回転板30と、を有する。射出成形部14は、射出キャビティ型42を型締め高さ位置Iに固定し、回転板30は、2組の射出コア型50及びネックキャビティ型60を型締め高さ位置Iと搬送高さ位置Hとの間で昇降する。ブロー成形部310は、ブローキャビティ型310を型締め高さ位置Iと退避位置Jとの間で昇降させる昇降機構320と、容器6を水平方向に搬送可能な取出機構18と、を有する。
(もっと読む)
射出延伸ブロー成形機
【課題】機台上部の基盤と機台との間を作業スペースとして、基盤下側の移送盤の停止ごとに、プリフォームの射出成形から延伸ブロー成形及び取出しを行う成形機の各操作部における金型の組立作業の効率を、基盤と移送盤の縁辺に凹所を成形することによって図る。
【解決手段】機台の上部に基盤を水平に設ける。基盤と機台との間を作業スペースとして基盤下側に移送盤を回転自在に取付ける。移送盤の下面にネック型を備えた型保持板を開閉自在に設ける。型保持板の停止位置を射出成形操作部、延伸ブロー成形操作部、取出操作部として機台上と基盤上とに各装置を配置する。基盤の各操作部にあたる部位と、移送盤の各操作部で停止する部位の両方の縁辺を、基盤上の射出コア又はブローコアのジョイントプレートの挿入を許容する大きさでコ状形の凹所に形成する。型保持板を移送盤の凹所下面の両側に掛け渡してネック型を凹所内に位置させる。
(もっと読む)
プラスチックボトル搬送装置
【課題】成形した直後のボトルをエア搬送路に受け渡す際にボトル同士が衝突して変形するのを防止する。
【解決手段】ブロー成形機1からボトルを搬出するシステムは、回転式のボトル取り出し機1によって各成形型2から取り出されたボトル10がスターホイール18を介してネック式エア搬送路17に送り出される。スターホイール18の凹所27には、その深部を規定する面29の進み側に窪み50が形成されている。
(もっと読む)
11 - 20 / 33
[ Back to top ]