
国際特許分類[B29C49/44]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ブロー成形,即ちプリフォームまたはパリソンを型内で所定形状にブローするもの;そのための装置 (2,649) | 構成部品;細部または付属装置;補助操作 (1,015) | 膨脹袋体の壁面によって圧力を作用させるためのもの (8)
国際特許分類[B29C49/44]に分類される特許
1 - 8 / 8
光拡散ポリカーボネート用ブロアタイプの射出金型と射出方法
本発明は最近広く使用されている光拡散ポリカーボネート(PC)を容易に成形して製作することができるようにする光拡散ポリカーボネート用ブロアタイプの射出金型とその射出方法に関する。
かかる本発明は光拡散に優れた光拡散ポリカーボネート(PC)をブロアタイプで射出して製作することで、球形態の照明器具を容易に製作することができ、様々な形態の光拡散ポリカーボネート(PC)用の照明器具を廉価で製作することができ、これによって様々な形態の街灯を供給することができる。
(もっと読む)
通気管の製造方法

【課題】
解決しようとする課題は、自動車のエンジン吸気音を熱可塑性樹脂のブロー成形によって形成される自動車用吸気管に付属するレゾネータの共鳴箱内で共鳴させることによって音響エネルギーを減衰させるためには、該自動車用吸気管に付属する該レゾネータを欠かすことができないという点である。
【解決手段】
分割金型内に該分割金型とは独立して作動するようにセットされたスライドコアにあらかじめ嵌合、係止され、与圧によって形状を保持されている袋状ゴム体に吸音材を被せ、次いで該吸音材付き袋状ゴム体、及び該スライドコアを内包するようにパリソンを垂下させて該分割金型を型締めし、次いで該パリソン内及び該袋状ゴム体内に同時に圧縮空気を吹き込んで賦形したのち、該パリソン内及び該袋状ゴム体内の内圧を解放し、該パリソン及び該吸音材から該袋状ゴム体と該スライドコアを抜去して該分割金型を開き、該パリソンを離型する。
(もっと読む)
中空成形体及びその成形方法
【課題】フランジ部の剛性を高める。
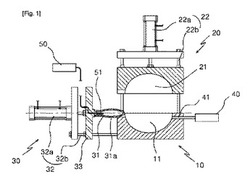
【解決手段】
バンパービーム1は、成形の際内部に加圧オイルを導入することにより加圧膨張した袋状バッグ7と、該バッグ7の外周に配置されたシート状SMC成形材30,32を上記オイルによるバッグ7の膨張圧により成形型35の成形面31a,33aに押圧密着させて角筒状に成形されたバンパービーム本体9と、該バンパービーム本体9から外方へ張り出すフランジ部11とを備えている。上記バンパービーム本体9の端面1aには、該バンパービーム本体9の成形の際、オイルを導入する導入孔13が上記バッグ7の内部に連通するように形成され、上記フランジ部11及び導入孔13周りは、上記バンパービーム本体9の成形の際、該バンパービーム本体9の肉厚よりも厚く成形されている。
(もっと読む)
FRP中空成形品の内圧成形法
【課題】本発明の課題は、外観の綺麗なFRP中空成形品を容易に得るための内圧成形法を提供することにある。
【解決手段】プリプレグを用いて内圧成形法によりFRP中空成形品を成形するに際し、先ず、該成形品の賦形型に、該成形品の表層部形成用のプリプレグ以外のプリプレグを敷設・積層して、内部に内圧バッグを有する賦形物を作成し、次いで、該賦形物を、前記表層部形成用のプリプレグを内表面に敷設した金型にセットし、その後、該金型を型締めし内圧成形法により成形することを特徴とするFRP中空成形品の内圧成形法。
(もっと読む)
樹脂中空成形体の成形装置
【課題】中空成形体の成形装置10において、中子の中空部内におけるエア及び液体の供給及び排出を効率よく行えるようにする。
【解決手段】中空部25を形成するように膨張可能な中子27に中空部25に連通する1つの開口部27cを設け、開口部27cに、エアが流通するエアパイプ21と機械油(液体、圧力流体)が流通する液体パイプとを先端21a,23aが中空部25に望むようにそれぞれ挿入する。開口部27cからの中空部25内へのエアパイプ21の延長長さL1を、液体パイプ23の延長長さL2よりも長く設定する。中子27の外面に樹脂製のシート材35を巻き付けて成形型1内に配置した状態で、制御装置により、中子27の内部に液体パイプ23から機械油を導入して加圧膨張させることにより、シート材35を成形型1の第1及び第2成形面3a,5aに押圧して樹脂製の中空成形体7を成形する。
(もっと読む)
容器開口を備えた容器の製造方法及びこの方法に従って製造された容器
本発明は、容器開口を備えていて、本質的に寸法安定性の外側層及びこれとは異なる種類の熱可塑性材料で作られた少なくとも1つの内側層を有する容器の製造方法に関する。まず最初に、容器を製造するのに十分な長さを有する少なくとも2本の同軸溶融ポリマー管から成るパリソンを吹込成形の際に吹込成形用金型(4)の閉鎖状態の別々の部分相互間に作る。バルーン(6)が装着された剛性吹込成形用マンドレル(5)を金型中に通してパリソン内に案内し、次いで、バルーン(6)を容器開口の付近で膨張させ、それにより少なくとも2つの層を吹込成形用金型(4)に押し付け、すると、これら少なくとも2つの層は、ここで凝固する。最後に、圧力を吹込成形用マンドレル(5)中へ、そしてパリソン内部に差し向ける。  (もっと読む)
(もっと読む)
開放孔材料から作製された半加工製品を成形するための装置および方法
本発明は、多数部分成形工具(1)を用いて、開放孔プラスチックから作製されたウェブ状またはシート状の半加工製品(7、8)を成形するための方法であって、互いに向かってまた互いに離れて移動可能な前記多数部分成形工具の工具部分(2、3)が、少なくとも1つの金型構造を有するキャビティ(4)を画定する方法に関する。本発明は、本質的に、開放孔材料から作製されたウェブ状またはシート状の半加工製品の少なくとも1つのセクションが、キャビティ(4)に割り当てられる弾性材料から作製されたバルーンまたはホース(18)を膨張させることによって成形工具(1)のキャビティ内で成形されることを特徴とする。このようにして、開放孔熱可塑性材料および開放孔デュロプラスチック材料の両方を有効にかつ費用効率的に賦形できる。特に、本発明による方法により、アンダカット(23、24)を有する開放孔成形部分の製造が可能である。さらに、本発明は、本発明による方法を実施するための装置に関する。  (もっと読む)
(もっと読む)
パルプモ―ルド成形品の製造方法
【課題】 デザイン上複雑な形状とすることができると共に、ノズル、胴部、及び底部につなぎ目が無くこれらを一体的に成形することのできるパルプモールド成形品の製造方法を提供する。
【解決手段】 外部より内部に連通する複数の連通孔2が形成された一組の抄紙用割型3,4のキャビティ1に、パルプスラリーを注入してパルプ積層体5を形成した後、キャビティ1内に所定の流体を供給して、パルプ積層体5を割型3,4の内部に押圧して脱水する。
(もっと読む)
1 - 8 / 8
[ Back to top ]