
国際特許分類[B29C51/10]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 熱成形,例.マッチドモールド中におけるシートの成形または深絞りによる成形;そのための装置 (1,716) | 圧力差,例.真空,による成形 (511)
国際特許分類[B29C51/10]に分類される特許
81 - 90 / 511
真空成型方法
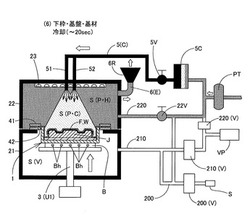
【課題】減圧条件下で加飾フィルムを密着して成型する真空成型方法において、成型後の加飾フィルムないし成型装置の冷却時間を短縮して効率的に真空成型を行う。
【解決手段】加圧冷却工程において、上部の成形空間S内へ所定封入体積量の冷却ガスCを封入すると共に、上部の成形空間内から、冷却ガスCの封入体積量と同体積量または同体積量未満の成形空間内空気を排出することで、上部の成形空間内の圧力を維持したまま冷却することを特徴とする。
(もっと読む)
発泡トレーの製造方法

【課題】両面真空を実施しつつ製造する発泡トレーの強度の安定化が可能な発泡トレーの製造方法を提供すること。
【解決手段】容器底部の外周から立ち上がる周側壁を外向きに傾斜させた状態で備えている発泡トレーを作製すべく、前記容器底部を形成させるための形成面の外周に沿って複数の真空孔が環状配置されている雄型と雌型との間に樹脂発泡シートを挟んで該樹脂発泡シートを両面側から真空引きしつつ熱成形する発泡トレーの製造方法であって、前記雄型と前記雌型との真空孔が、直径0.8mm〜1.0mmの大きさを有し、中心間距離が5mm〜15mmのピッチで前記環状配置されていることを特徴とする発泡トレーの製造方法を提供する。
(もっと読む)
加飾シート、加飾樹脂成形品の製造方法及び加飾樹脂成形品
【課題】真空成形性に優れ、表面に割れ、破断、白化等が発生しないばかりでなく、表面の耐摩耗性、耐擦傷性も良好な加飾シート、該加飾シートを用いた加飾樹脂成形品の製造方法並びに該製造方法により製造される加飾樹脂成形品を提供する。
【解決手段】基材上に少なくともプライマー層と該プライマー層の上に積層された表面保護層とを有する加飾シートであって、該プライマー層の120℃における破断伸度が200%以上であり、該プライマー層の厚さが0.6μm以上であり、該表面保護層が電離放射線硬化性樹脂と熱可塑性樹脂を75:25〜22:78の比率(質量比)で含む樹脂組成物を架橋硬化したものであり、該熱可塑性樹脂のゲルパーミエションクロマトグラフィー(GPC)により測定したポリスチレン換算重量平均分子量が9万〜12万の範囲であり、かつ、表面保護層の厚さが1〜1000μmである加飾シートである。
(もっと読む)
被覆硬化成形体の製造方法、被覆硬化成形体製造用の被覆成形体の製造装置及び、該製造装置を含む被覆硬化成形体の製造システム
【課題】従来の加飾方法と比して、複雑な形状を有する成形体に対して、隙間なく十分な強度で被覆でき、広範な材質に対しても被覆でき、量産性が良好な、被覆硬化成形体の製造方法等を提供することである。
【解決手段】少なくとも、剥離性フィルム層と紫外線硬化性樹脂層と装飾層と成形体に対して接着性を示す接着層とがこの順に積層された表皮材が、成形体に被覆された被覆硬化成形体の製造方法であって、加圧減圧可能なチャンバーボックス内において、表皮材の下方より気体を吸引して、表皮材の下方であって成形体が存する空間を減圧し、表皮材の上方より気体を供給して、表皮材より上方の空間を加圧する成形工程を有する、被覆硬化成形体の製造方法。
(もっと読む)
絵付装置
【課題】ワークの表面に絵柄フィルムの絵柄層を絵付けする絵付装置において、ワークの表面形状に拘わらず、絵柄フィルムが密着された部位に良好に絵付けすることを可能とする。
【解決手段】真空引きによりワークWの表面に転写フィルムFを密着させた状態で、該ワークWの周囲を仕切壁部材50によって囲い、該仕切壁部材50によって囲われたワーク周囲の閉じた空間Sに、蒸気発生器で発生させた蒸気を供給する。その際、該蒸気の温度を絵柄フィルムFにおける絵柄層の反ベースフィルム側に設けられた接着層をベースフィルム側から溶融可能な温度とし、この蒸気を転写フィルムのベースフィルムに接触させることにより、その熱で前記転写フィルムFの接着層を溶融させ絵柄層をワークWの表面に転写する。
(もっと読む)
樹脂成形品の成形方法および成形装置、並びに熱可塑性樹脂製シートの厚みの調整装置
【課題】垂下する押出された溶融の熱可塑性樹脂製シートのドローダウン又はネックインを防止可能な樹脂成形品の成形方法および成形装置を提供する。
【解決手段】溶融した熱可塑性樹脂を押出スリット34からシート状に垂下する際に、貯留された熱可塑性樹脂を単位時間当たり所定押出量で間欠的に押し出すことによって、押出スリットからシート状樹脂が所定の厚みと押出速度で下方に押し出され、押出スリットの下方に配置された一対の近接できるローラー30でシート状樹脂を挟み込むと共に、ローラーの回転駆動によりシート状樹脂を下方に引っ張りシート状樹脂の厚みを押出スリットから押出し時の厚み以下に延伸薄肉化したシート状樹脂をローラーの下方に配置された金型32の側方に供給し、シート状樹脂と金型との間に形成された密閉空間を減圧、および/またはシート状樹脂を金型に向かって加圧することによって金型形状に賦形する樹脂成形品の成形方法。
(もっと読む)
真空成型機、真空成型機用基板及び真空成型方法
【課題】被着させるフィルムがドローダウン状態となった場合でも、型当り現象が生じるのを回避し、成型後に型当りの痕跡として残ったり、エアー溜まりが生じたり、皺が発生したりするのを確実に回避して、成型製品の歩留まりを向上させる。
【解決手段】テーブル3上にセットした被着体Wの表面近傍を減圧環境とし、加熱した加飾フィルムF3を近接させることで、被着体Wの表面に加飾フィルムF3を密着させて成型する真空成型機において、セットした被着体Wの周囲外方に、被着体の最大高さよりも高い突出高さで加飾フィルムF3の近接方向に突出した枠部11を設けてなり、前記枠部11が、加飾フィルムF3を近接させる際に被着体Wよりも先に加飾フィルムF3と接触し、被着体Wの周囲外方にて加飾フィルムF3を押し上げて張り拡げた状態とする。
(もっと読む)
熱成形用フィルム向け硬化性樹脂組成物とこの樹脂組成物を積層した熱成形用フィルム
【課題】 本発明は、耐薬品性、例えば、日焼け防止に用いるローション、ハンドクリームが付着したまま高温下で長時間曝されてもアクリル樹脂フィルム表面が荒れることなく、また、深絞り形状の成形品に成形した場合フィルム表面に割れが発生することがなく、且つ、表面硬度を備えた熱成形用フィルム及びその積層成形品を提供する。
【解決手段】 カルボキシル基と水酸基を有し、固形分酸価が15〜150mgKOH/gであり、固形分水酸基価が2〜80mgKOH/gでありガラス転移温度が70〜140℃であるビニル系重合体(A)と、ポリイソシアネート化合物(B)を含有し、ポリイソシアネート化合物(B)の含有量がビニル系重合体(A)の固形分水酸基価2〜80mgKOH/gと反応する含有量であることを特徴とする熱成形用フィルム向け硬化性樹脂組成物を、熱成形用フィルムの片面に最外層として厚さ1〜20μmに積層した熱成形用樹脂フィルム。
(もっと読む)
フィルム成型装置及びフィルム成型方法
【課題】物品の大きさ、形状、数に限らず、より均質で、追従性のよいフィルムラミネートが可能なフィルム成型装置とその方法を提供する。
【解決手段】加熱手段50を備えた真空または加圧状態に保持可能な第1チャンバー10と、第1チャンバー10に対向して、接合または離間可能に配置され、物品を載置する稼動可能な載置台60を備えた、真空または加圧状態に保持可能な第2チャンバー20と、第1チャンバー10と第2チャンバー20間に配置され、フィルムを保持する枠状のフィルム保持部材30と、フィルムを物品表面にラミネートを行う際に、当該フィルムの浮き上がりを抑制するフィルム押圧部を持つフィルム補助押圧治具40とを有する、フィルム成型装置100。
(もっと読む)
テープ巻取りリール及びテープ巻取りリールの製造方法
【課題】環境問題を配慮しつつ、円滑に回転動作を行うことができるテープ巻取りリール及びテープ巻取りリールの製造方法を提供する。
【解決手段】電子部品を収納する包装用テープを巻き取るためのテープ巻取りリール10であって、包装用テープが巻回される軸部12A、12Bと、軸部12A、12Bの軸方向両端部に設けられ軸部12A、12Bに巻き取られる包装用テープを保護する側板部14A、14Bと、を有し、側板部14A、14Bの外周側領域18A、18Bの肉厚が内周側領域20A、20Bの肉厚よりも厚くなる。
(もっと読む)
81 - 90 / 511
[ Back to top ]