
国際特許分類[B29C57/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | 管端部の成形,例.フランジ加工,ラッパ状加工,封鎖;そのための装置 (36) | ラッパ状加工または拡口加工,例.溝の形成と組合わされたもの (22) | 機械的手段を用いるもの (14)
国際特許分類[B29C57/04]の下位に属する分類
弾性変形可能なもの
国際特許分類[B29C57/04]に分類される特許
1 - 10 / 14
樹脂管の拡径用治具
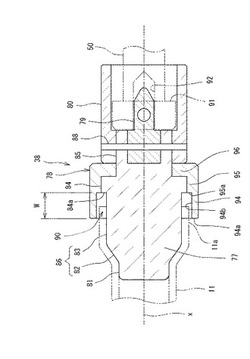
【課題】配管継手に接続される樹脂管の端部を適切な長さで拡径することができる樹脂管の拡径用治具を提供する。
【解決手段】各恵与治具30は、樹脂管11の端部11aに挿入されることで、当該端部11aを拡径する拡径部86を有し、樹脂管11の端部11aに対する拡径部86の適正挿入量の最小限位置を示す第1指示部94aを備えている。また、第1指示部94aは、拡径部86の径方向外側に配置され、当該拡径部86との間に樹脂管11の端部11aを挿入させる隙間90を形成している。
(もっと読む)
樹脂管の加工装置

【課題】使用者の作業負担を軽減し、作業効率を向上させることができる樹脂管の加工装置を提供する。
【解決手段】樹脂管11の加工装置10は、樹脂管11を保持する管保持機構35と、管保持機構35によって保持された樹脂管11の端部に軸方向に挿入されることで当該端部を拡径する拡径治具38と、拡径治具38を樹脂管11の端部に挿入させるため、人手による操作で拡径治具38を樹脂管11の端部に向けて軸方向に推進させる推進機構37と、拡径治具38を樹脂管11の端部に挿入した状態で拡径治具38の位置を固定する固定機構65と、を備える。
(もっと読む)
樹脂製連結チューブの製造方法、および樹脂製連結チューブ
【課題】樹脂チューブの開口端部同士を連結させた樹脂製連結チューブの製造技術に関し、接合強度を向上させ、もって製品品質を向上させ得る樹脂製連結チューブの製造方法、および樹脂製連結チューブを提供する。
【解決手段】樹脂製連結チューブの製造方法は、第1の樹脂チューブ20の開口端部21に第1のフランジ23を形成し、第2の樹脂チューブ50の開口端部51に第2のフランジ53を形成するフランジ形成工程と、第1の樹脂チューブの第1のフランジと第2の樹脂チューブの第2のフランジとを突き合わせた状態で第1と第2のフランジ同士を溶着させて溶着部60を形成する溶着工程とを含む。
(もっと読む)
二軸延伸プラスチックからなる包装用成型品
【課題】二軸延伸プラスチックからなる平面視が種々の形状の包装用成型品について、その開口縁をカールさせて縁巻き部を形成するのを可能にする。
【解決手段】包装用成型品を、本体の開口縁にフランジ14を有するプレ成型品pから作製する。プレ成型品pを製造装置20の下型21の上面にはめ込む。上型22を下降させて押さえ筒22aでフランジ14を挟みつける。下型21のクーラ21dによりプレ成型品pの本体を冷却しつつ、フランジ14の製造装置20からはみ出た部分をブロワ23の熱風により加熱する。フランジ14は熱収縮して上向きにカールし縁巻き部が形成される。熱源となるブロワ23がフランジ14に非接触であるため、平面視が非円形のプレ成型品pについても、その全周を縁巻き部とすることが可能である。
(もっと読む)
カール成形装置およびカール成形方法
【課題】紙製もしくは樹脂製のカップ上端開口部周縁にカールを成形する際、座屈や皺等の発生がなく、カールの成形を行うことが可能となり、かつ、潤滑剤の使用によるカップ内部への潤滑剤残留等の問題を解決することのできるカール成形装置およびカール成形方法を提供する。
【解決手段】胴部と底部が結合されているカップの上端開口部周縁をカール成形金型に形成されている曲面状の溝部に沿って外側にガイドさせながら巻き込むことによりカールを成形するカール成形装置において、液体で供給された潤滑剤を霧化する霧化装置を備え、この霧化装置により霧化された潤滑剤をノズル装置に供給し、このノズル装置から噴霧された霧化潤滑剤をカール成形金型の曲面状の溝部に付着させることでカール成形を可能とし、無駄な潤滑剤の使用を減らすことで潤滑剤の飛散等を防止することを特徴とする。
(もっと読む)
更生管の管口拡管装置および管口拡管装置を用いた更生管の管口拡管方法
【課題】マンホールの構造などに関係なく、更生管の管口を確実に拡管させる。
【解決手段】径大位置と径小位置との間を変位可能な複数個のグリップバー26を備えた固定ユニット2と、固定ユニット2に対して着脱自在に装着され、更生管の管口を拡径する拡径部33aを有するとともに、ヒーター35を介して加熱可能な拡管金型31を備えた拡管治具3とから管口拡管装置1が構成される。そして、更生管の内部に径大位置のグリップバー26を介して固定された固定ユニット2に拡管金型31を装着するとともに、加熱した拡管金型31を更生管の管口に押し付けて管口rを拡径部33aに対応する形状に拡管させる。
(もっと読む)
長尺状装飾品の製造装置及び長尺状装飾品の製造方法
【課題】管状雄型連結具を端部に備えて成る長尺状装飾品を容易かつ一挙に製造することのできる長尺状装飾品の製造装置及びその製造方法を提供すること。
【解決手段】長尺体の端部に管状弾性部材及び接続部材からなる管状雄型連結具を備えた長尺状装飾品の製造装置であって、管体12と、管体12から突出する外径変化部15を有する中軸体11と、管状弾性部材を管体12に外装する押進部材20と、管状弾性部材の変位を規制する規制面19を有する規制部材10と、接続部材を保持する保持軸体13と、管体12、中軸体11及び保持軸体13を独立に前後進させる移動手段40とを備えて成る長尺状装飾品の製造装置、並びに、管体12に外装された管状弾性部材の内部に管体12を介して長尺体及び接続部材を互いに相対向するように配置した後にこの状態を維持したまま管体12を抜脱する前記長尺状装飾品の製造方法。
(もっと読む)
ターンアップ装置
【課題】筒型ゴムシートの折り返し部分のダブつきやエア入り不良を防止することのできるターンアップ装置の提供。
【解決手段】ドラム12の外周側に筒型ゴムシート2を保持する。ドラム12の端部にシート端部2a及びビード3を保持するビードロック部13を設ける。ビードロック部13の保持するシート端部2aを広げて折り返すターンアップローラ14を設ける。シート端部2aをターンアップローラ14に押し付ける押付ローラ16を設ける。押付ローラ16をドラム12の中心軸方向に移動自在とする。押付ローラ16をターンアップローラ14側に付勢する。ターンアップローラ14と押付ローラ16とでシート端部2aを挟んで保持する。シート端部2aが十分に折り返されるまで広がった状態を維持する。
(もっと読む)
コルゲート管及びその製造方法
【課題】本発明は、コルゲート管を他の管路と接続する際に引張に強くて破断しにくく、かつ、接続が安定的で抜け等が生じ難いコルゲート管の接続部及びその製造方法を提供する。
【解決手段】外層管状部と内層管状部とを備え、管軸方向に向けて大径部と小径部とが交互に繰り返されるように形成された熱可塑性樹脂からなるコルゲート管であって、
前記コルゲート管の端部の一方又は双方が、前記外層管状部と内層管状部とが熱溶着により一体に接合されて一定の径を持つ筒状の強化接続部とされ、かつ該強化接続部には管軸を一致させてEF継手が設けられていることを特徴とする。
(もっと読む)
容器の充填口形成方法
【課題】 容器の充填口部の切断面をきれいに切断すること。
【解決手段】 合成樹脂製の容器10の充填口形成方法であって、刃51を充填口形成部16に横方向から押し付け移動して該充填口形成部16を切断するにあたり、刃51を形成する2つの面51A、51Bのそれぞれが該刃51の移動方向に対してなす角度α、βを異ならせる刃51の傾け装着を行ない、刃51の傾け装着後に、刃51を充填口形成部16に横方向から押し付け移動して該充填口形成部16を切断させるもの。
(もっと読む)
1 - 10 / 14
[ Back to top ]