
国際特許分類[B29C63/42]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックの成形または接合;可塑状態の物質の成形一般;成形品の後処理,例.補修 (56,327) | ライニングまたは被覆,すなわち,プラスチックからなる予備成形された積層材または被覆材を適用するもの;そのための装置 (687) | 内部応力の解放によるもの (16) | 管状の積層材または被覆材を用いるもの (11)
国際特許分類[B29C63/42]に分類される特許
1 - 10 / 11
フッ素樹脂被覆ローラまたはベルトの製造方法
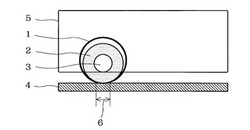
【課題】極めて短時間の熱処理によって、基材上に直接若しくはゴム層を介して熱融着したフッ素樹脂被覆層を形成することができ、フッ素樹脂被覆層に欠陥の発生が少なく、下層に存在するゴム層の熱劣化が抑制されたフッ素樹脂被覆ローラまたはベルトを提供すること。
【解決手段】基材若しくは該基材の外周面上に少なくともゴム層を形成したゴム被覆基材を熱収縮性フッ素樹脂チューブの中空内に挿入する工程;必要に応じて予備収縮工程;並びに、該基材若しくは該ゴム被覆基材を、250〜400℃の範囲内の温度に加熱したホットプレート面に加圧下に接触させながら回転させて、該熱収縮性フッ素樹脂チューブを該基材若しくは該ゴム被覆基材の外周面に熱融着させる加圧融着工程;必要に応じて再加熱工程及び急冷工程;を含むフッ素樹脂被覆ローラまたはベルトの製造方法。
(もっと読む)
配管ライニング装置

【課題】ライニング施工の迅速で効率的な作業性を損なうことなく、ライナー層を補強することにより配管の耐震性の強化に寄与する配管ライニング装置を提供する。
【解決手段】施工作業時、補強用の樹脂製チューブ13がライニングクロス管10の内周部に一体的に密着してライナー層7の内表層を成すので、ライナー層7を補強することができ、配管6の耐震性の向上に寄与する。しかも、補強用の樹脂製チューブ13は、ライニングクロス管10の施工と同時に設けられるので、ライニング施工の迅速で効率的な作業性を損なうことがない。
(もっと読む)
定着部材の製造方法
【課題】押し出し成形によるPFAチューブ被覆定着部材において、PFAチューブの耐屈曲亀裂性を改善する製造方法を提供すること。
【解決手段】PFAチューブは周方向及び長手方向に伸張された状態で加熱処理を施すPFAチューブの改質方法を含む定着部材の製造方法。上記加熱処理により、PFAチューブの配向度は減少、結晶化度は増加することで、耐屈曲亀裂性が改善される。
(もっと読む)
更生管および管路更生方法
【構成】 更生管10は、管部材12および規制具14を含む。管部材12は、外側面に軸方向に延びる凹部を有する縮径形状に形成される。規制具14は、管部材12の凹部に沿う形状の突起部を有し、管部材12の端面16近傍に取り付けられて、管部材12の端面16の縮径形状を保持する。更生管10を用いて既設管を更生する際には、規制具14を装着した状態で、先行する管部材12の端面16と後続する管部材12の端面16とを接続する。
【効果】 管部材の端面の形状を保持する規制具を管部材に装着したので、管部材の端面同士を容易に接続することができる。
(もっと読む)
熱収縮ケーブルの加熱装置および加熱方法
【課題】電線と電線に被せた熱収縮チューブとを加熱装置の所定の位置に容易に設置でき、熱収縮チューブをムラなく収縮させることができる熱収縮チューブの加熱装置及び加熱方法を提供する。
【解決手段】電線Cのシース2から導体36と被覆層37からなるコア線3が突出された電線端末4に、熱収縮チューブ5を被せると共にこれを熱収縮させ、この熱収縮チューブ5でシース2とコア線3間を密封するための熱収縮チューブ5の加熱装置1において、上記コア線3の先端部を支持して電線端末4を縦向きに保持する電線支持手段6と、上記電線端末4に被せられた熱収縮チューブ5の下端を支持する熱収縮チューブ支持手段7と、この熱収縮チューブ支持手段7で支持された熱収縮チューブ5を加熱する加熱手段8とを備えたものである。
(もっと読む)
筒状ゴムユニット拡径保持材及び常温収縮筒状ゴムユニット
【課題】逆引きタイプの剛性筒体に用いても、剛性筒体を解体する時の拡径保持材の引抜き力を適切に管理できる筒状ゴムユニット拡径保持材を提供する。
【解決手段】断面略矩形の紐状部2の一方の側面に外周側噛み合い片3Gを形成し、他方の側面に内周側噛み合い片3Nを形成してなる筒状ゴムユニット拡径保持材1において、内周側噛み合い片3Nの一部に変形容易な易変形部30を設ける。この拡径保持材1で逆引きタイプの剛性筒体を形成すると、拡径保持材1を引き抜いて剛性筒体を解体するときに、内周側噛み合い片3Nが内側へ容易に倒れ、外周側噛み合い片3Gが外れやすくなるので、拡径保持材1の引抜き力が弱くて済む。
(もっと読む)
ポリエーテルおよび裏打ちにおけるその使用
受部材(例えば、ボア)に圧縮された構成要素(例えば、管)を取り付ける方法。この方法は、100℃以上のガラス転移温度(Tg)を有する重合体材料(例えば、ポリエーテルエーテルケトン)から製造されている選択された構成要素を圧縮する工程と、圧縮された構成要素を受部材内の所定の場所に配置する工程と、圧縮された構成要素を圧縮された構成要素が膨張する条件、例えば、温度または圧力に置く工程と、を含む。 (もっと読む)
既設管内周面の部分補修工法
【課題】 臭いがなく、通常の補修用装置を用いて短時間に補修ができる既設管内周面の部分補修工法を提供する。
【解決手段】 既設管を内側から補修する補修用管が、予め縮径され形状回復温度において膨径する形状回復性を有する熱可塑性樹脂材料により成形され、上記補修用管の長さが損傷個所以上の長さとされ、補修用管両端部外周面にそれぞれ環状止水パッキンが装着され、補修用管を既設管内に挿入して止水パッキン同士の間に損傷個所がくる位置に補修用管を配置し、補修用管を形状回復温度まで加熱して膨径させ、補修用管を既設管の内周面に圧接して上記環状止水パッキンを既設管内周面に密接する。
(もっと読む)
加熱膨径管、加熱膨径管の製造方法及び既設管路の更生工法
【課題】 凹入変形された加熱膨径管を所定の温度で原管の形状に形状復元したあと、更に加熱するのみで加圧することなく膨径する加熱膨径管とその製造方法、及びその加熱膨径管を用いて安価に且つ容易に老朽化した既設管路の内周面をライニングする既設管路の更生工法を提供する。
【解決手段】 熱可塑性合成樹脂管が所定の縮径変形温度で縮径変形され、縮径変形された管の管壁が縮径変形温度より1℃〜25℃低く且つガラス転移温度若しくは融点より高い形状回復温度で管軸に沿って凹入変形され、管を昇温させた時に、上記形状回復温度において円形形状に形状復元し、縮径変形温度において管径が3%以上膨径する。
(もっと読む)
蓄光性熱収縮チューブ
【課題】 蓄光性熱収縮チューブの(1)発光強度を高めること、(2)耐水性を向上させること、および(3)蓄光性熱収縮チューブに識別手段を付加すること、を通じて蓄光性熱収縮チューブを使い、より広範囲の用途に対して、簡便で効果的な夜間あるいは暗所での識別手段を提供すること。
【解決手段】 (1)蓄光性の熱収縮層の内面に、光反射性の層を形成する。(2)蓄光性の熱収縮層2の外側に、撥水性もしくは遮水性を有する熱可塑性樹脂を含む層4を形成する。(3)蓄光性の熱収縮層2の内側に、ホットメルト接着剤を含む層5を形成する。(4)蓄光性の熱収縮層の外側に、識別のための印を形成させる。
(もっと読む)
1 - 10 / 11
[ Back to top ]