
国際特許分類[B29D29/06]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | プラスチックまたは可塑状態の物質からの特定物品の製造 (3,594) | ベルトまたはバンドの製造 (302) | コンベアベルト (7)
国際特許分類[B29D29/06]に分類される特許
1 - 7 / 7
コンベヤベルトの製造方法およびコンベヤベルト
【課題】作業環境を改善し、均一な外観のコンベヤベルトを製造する。
【解決手段】未加硫のベルト成形体の表裏面と加硫機4の熱盤2,3との間に、シート状中間材5,6を介在させた状態でプレスし、加硫後のコンベヤベルト1からシート状中間材5,6を剥離する。シート状中間材5,6は、織物若しくは編物からなる芯体シートを含む低摩擦係数樹脂で構成されたものである。
(もっと読む)
補強材を備えたコンベヤベルトの製造装置及び製造方法
【課題】構造を簡易化するとともに高い質のコンベヤベルトの製造が可能な、補強材を備えたコンベヤベルトの製造装置を提供すること。
【解決手段】複数のケーブルボビン9を備えつつコンベヤベルトに埋設されるケーブル3が繰り出されるケーブル繰出装置5と、引張応力下にあるとともにベルト長手方向に平行に互いに位置平面内に延在するケーブル3が1つ又は複数の生ゴム連結体と共に生ベルト4へと形成されるよう構成された集束引張装置6と、生ベルト4が圧力及び/又は熱によってコンベヤベルト1を形成しつつ加硫されるよう構成された加硫プレス機7とを備えて成る製造装置において、ケーブル繰出装置5を、ケーブル繰出・引張装置として形成し、該ケーブル繰出・引張装置において、各ケーブル3にそれぞれ必要な製造応力を負荷するよう構成した。 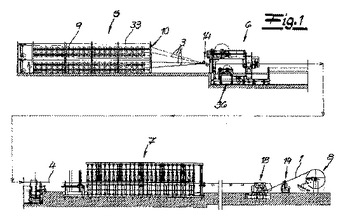 (もっと読む)
(もっと読む)
コンベヤベルトの製造方法およびコンベヤベルト

【課題】補強層の縦糸に汎用のポリエステル繊維を用いた場合であっても、ベルトとプーリとの間に異物を噛み込んだ際に損傷しにくく、ベルト使用時の伸びを抑えることを可能にしたコンベヤベルトの製造方法およびコンベヤベルトを提供する。
【解決手段】合成繊維織物からなる補強層2a、2bの縦糸3を、切断伸度18%以下、切断強度7.5cN/dtex以上、常温から200℃に加熱した際に生じる収縮応力0.08cN/dtex以上であるポリエステル繊維とし、接着液処理を行なう工程の最終熱処理ゾーンで、この補強層2a、2b(合成繊維織物)に対して縦糸方向に0.05cN/dtex以上0.07cN/dtex以下のテンションを負荷し、次いで、補強層2a、2bの上下にそれぞれ上カバーゴム層5、下カバーゴム層6を積層して加硫する。
(もっと読む)
コンベヤベルトの製造方法
【課題】複数のゴムベルトを積層してコンベヤベルトを製造する製造ラインにおいて作業員の手作業が介入することに伴う製造ラインでのロスタイムをなくせ、被検出体を備えたコンベヤベルトを効率的に製造できるコンベヤベルトの製造方法を提供する。
【解決手段】本発明のベルトモニタリング用の被検出体を備えたコンベヤベルトの製造方法は、コンベヤベルトを形成するために積層される複数のゴムベルトのうちのいずれか1つ以上のゴムベルトの面にゴム磁石片13(被検出体)を取り付けてロールしたゴム磁石付きサイドゴムベルトロール21(被検出体付きゴムベルトロール)を予め製造しておき、コンベヤベルトの製造ラインにおいてゴム磁石付きサイドゴムベルトロール21から繰り出したゴム磁石付きサイドゴムベルト20(被検出体付きゴムベルト)と他のゴムベルトとを積層して加硫したことを特徴とする。
(もっと読む)
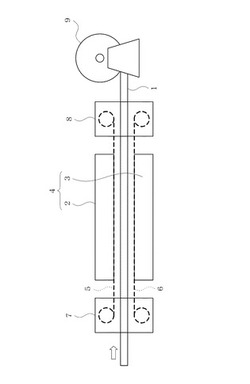
セラミックベルトの製造方法および装置
【課題】本発明は、セラミックベルトを生産性良く製造する方法および装置を提供する。
【解決手段】ローラ外周面に、凹部を所定の間隔を設けて複数形成したセラミックチップ供給ローラに、ローラ外周面が平坦な粘着シート送給ローラを、両者のローラ軸が平行となるように配置し、前記セラミックチップ供給ローラを回転させつつ、その凹部にセラミックチップを収容させ、回転する、前記セラミックチップ供給ローラと前記粘着シート送給ローラ間において、前記セラミックチップを、前記粘着シート送給ローラにより送給される粘着シートに押圧して埋め込み、その後、前記粘着シートをベルト本体に貼り合わせて、加硫する方法及び装置。
(もっと読む)
コンベヤベルトの製造方法及びコンベヤベルト
【課題】ベルト幅方向に対して高い曲げ剛性を確保することが可能なコンベヤベルトの製造方法及びコンベヤベルトを提供する。
【解決手段】非交錯の状態で並列したタテ糸11と有機繊維モノフィラメントからなるヨコ糸12とをカラミ糸13で拘束して構成した補強帆布4,5をゴム層に埋設したコンベヤベルトの製造方法である。補強帆布4,5をヒートセット処理する際に、補強帆布4,5の幅方向両端部を保持して補強帆布4,5の幅方向に張力を付与しながらヒートセット処理を行う。
(もっと読む)
縦長形状体のための継ぎ構造
本発明は、エラストマー、特に架橋および/または熱可塑性エラストマーと、少なくとも1つの補強層と、採用随意に少なくとも1つの引張支持体(3)とを備え、かつ、少なくとも1つの補強層の2つの末端が少なくとも1つ接合箇所(2)に配置されている、少なくとも1つの接合箇所(2)を有するコンベアシステムのためのエンドレスベルト形引張要素(1)に関する。挿入部品(6)が接合箇所(2)においてその2つの端部の間に配置され、引張要素の縦方向伸長部に対して角度αで隣接配置され、更に少なくとも1つの補強層の末端は挿入部品(6)と重なり合う。 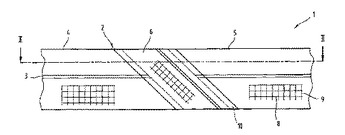 (もっと読む)
(もっと読む)
1 - 7 / 7
[ Back to top ]