
国際特許分類[B29K307/04]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29B,B29CまたはB29Dに関連する成形材料,あるいは補強材,充填材,予備成形部品用の材料についてのインデキシング系列 (15,254) | 金属以外の元素を補強材として使用 (19) | 炭素 (19)
国際特許分類[B29K307/04]に分類される特許
1 - 10 / 19
CFRTP材の融着方法
【課題】融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供する。
【解決手段】本発明のCFRTP材の融着方法は、炭素繊維で強化した熱可塑性樹脂であるCFRTP材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、CFRTP材の接合部と他部材の接合部とを接合させた状態で、CFRTP材及び他部材への電圧印加と、少なくともCFRTP材の接合部の他部材の接合部への加圧とを実施して、CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、電圧印加を停止し、CFRTP材の接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
(もっと読む)
CFRP体と金属体との連結構造
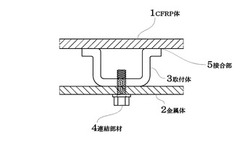
【課題】電食反応の防止に有効で、連結強度に優れ、設計自由の高いCFRP体と金属体との連結構造の提供を目的とする。
【解決手段】炭素繊維強化樹脂体(CFRP体)に絶縁性の熱可塑性樹脂からなる取付体を接合し、当該取付体に金属体を連結したことを特徴とする。
(もっと読む)
繊維強化複合材料成形品とその製造方法

【課題】特に繊維強化複合材料と熱可塑性樹脂との接合部分の端面において、接着性に優れる繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸したシート状の繊維強化複合材料11の表面に、熱可塑性樹脂12を射出成形して接合一体化した繊維強化複合材料成形品10であって、前記熱可塑性樹脂12と接合する前記繊維強化複合材料11は、端面11aが当該繊維強化複合材料11の厚さT1方向に対して平行でない、繊維強化複合材料成形品10、および前記繊維強化複合材料11の熱可塑性樹脂12との接合部分のうち、当該繊維強化複合材料11の厚さT1方向に対して平行にならないように、端面11aを形成した後に、前記熱可塑性樹脂12を射出成形する、繊維強化複合材料成形品10の製造方法。
(もっと読む)
繊維強化複合材料成形品とその製造方法
【課題】熱可塑性樹脂を射出成形しても繊維強化複合材料が反りにくい繊維強化複合材料成形品とその製造方法の提供。
【解決手段】強化繊維にマトリックス樹脂が含浸した繊維強化複合材料10の一方の面に、格子状となるように熱可塑性樹脂20を射出成形して接合一体化した、繊維強化複合材料成形品1、およびその製造方法。
(もっと読む)
引抜成形品の製造方法
【課題】割付治具の複数枚とその通糸方法によって、複数本の繊維束の開繊を行うことで、耐振れ性に優れた、軽量の搬送用シャフト製品の製造方法を提供する。
【解決手段】ボビン2から巻きだされた複数本の繊維束に、レジン浴4中で熱硬化性樹脂組成物を含浸させた後、繊維束を均等に割り付けるための割付治具5を介して金型6を通過させながら硬化させる引抜成形品の製造方法であって、割付治具5を複数枚用い、それぞれの割付治具5(5a〜5d)により繊維束が異なる方向から開繊されるように通糸する引抜成形品の製造方法。
(もっと読む)
金属合金と炭素繊維強化プラスチックの接合体及びその電食防止方法
【課題】アルミニウム合金とCFRPプリプレグの一体化物が雨や露にて濡れると電池反応からアルミニウム合金側に腐食が生じる。CFRP化が進む航空機では既にその対策が必要とされており、自動車でも将来的に必要とされるものである。
【解決手段】特定の表面形状と表面物性を有する金属合金同士はエポキシ接着剤にて強力に接着できる。又、上記金属合金とCFRPはエポキシ接着剤を使用して強力に接着できる。この技術を利用してアルミニウム合金、CFRP、及び銅合金をエポキシ接着剤により一体化し、アルミニウム合金部と銅合金部から導線を引き出し、そこへ直流電源を繋いで所定電圧を印加することで電池反応を防止した。
(もっと読む)
ピッチ系炭素繊維フィラー及びそれを用いた成形体
【課題】放熱性が高い放熱材料を得ることができる炭素繊維を提供する。
【解決手段】メソフェーズピッチを原料とし、表面状態、平均繊維径、平均繊維径に対する繊維径分散の百分率(CV値)、個数平均繊維長、体積平均繊維長を制御した炭素繊維を作成し、それを用いて組成物及び成形体を作製する。
(もっと読む)
半導電性樹脂組成物
【課題】本発明は、2種類以上の導電性フィラーを含有する半導電性樹脂組成物であって、前記導電性フィラーのうちの少なくとも2種類の導電性フィラーのパーコレーション閾値の差が10質量%以上50質量%以下である半導電性樹脂組成物を提供する。
【解決手段】本発明の半導電性樹脂組成物は、各種成形体として、クリーンルーム内で使用される搬送用部品、スピンチャック、ICテストソケット、複写機に使用される各種ロール、シームレスベルト、軸受け、帯電防止繊維、静電塗装用部材、燃料チューブ、燃料周辺部品、薬液チューブ等に広く利用できる。
(もっと読む)
カーボンナノ−樹脂複合成形品の製造方法及びカーボンナノ−樹脂複合成形品
【課題】高い強度のカーボンナノ−樹脂複合成形品を提供することを課題とする。
【解決手段】樹脂材料41にカーボンナノ材料42を混合してなる複合材料を射出して成形品を得る複合成形品の製造方法において、カーボンナノ材料42は黒鉛化処理前の材料を用いることを特徴とする。複合材料は、5〜35質量%がカーボンナノ材料42で、残部が樹脂材料41であることを特徴とする。又は、複合材料は、15〜25質量%がカーボンナノ材料42で、残部が樹脂材料41であることを特徴とする。
【効果】黒鉛化処理前のカーボンナノ材料はぬれ性が良く、樹脂と良好に結合するため、高い強度の複合成形品を得ることができる。
(もっと読む)
炭素繊維束への樹脂含浸方法
【課題】
炭素繊維束の走行位置安定化、開繊性を向上させた後に樹脂含浸させて、毛羽の少ない品位の良い、特にFAW55g/m2以下の薄肉プリプレグを安定して生産する。
【解決手段】
炭素繊維束パッケージから解舒された炭素繊維束を、糸道ガイドに接触させた後、開繊バーを経て樹脂含浸槽に導き、炭素繊維束に樹脂を含浸せしめるに際し、炭素繊維束パッケージから解舒された炭素繊維束を、炭素繊維束の走行位置を規定する位置規定ガイドに接触させた後、走行する炭素繊維束を、開繊バーとして、表面の最大高さRmaxが2〜20μmの範囲内であり、隣り合うバーの面間距離を10〜100mmの範囲内に保った複数本の固定梨地バーを用いて、固定梨地バーに対する炭素繊維束の各接触角の合計を0.3π〜2.5πradの範囲内に保つことを特徴とする炭素繊維束への樹脂含浸方法。
(もっと読む)
1 - 10 / 19
[ Back to top ]