
国際特許分類[B29L31/32]の内容
処理操作;運輸 (1,245,546) | プラスチックの加工;可塑状態の物質の加工一般 (95,705) | サブクラスB29Cに関連する特定物品についてのインデキシング系列 (16,477) | その他の特定物品 (2,863) | 車輪,ピニオン,プーリー,キャスターまたはローラー (251)
国際特許分類[B29L31/32]に分類される特許
1 - 10 / 251
樹脂プーリ
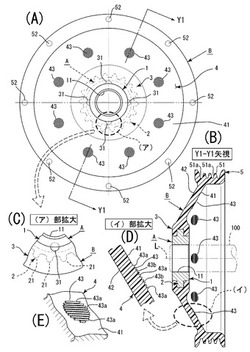
【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
(もっと読む)
ゴムローラの押出し成形機

【課題】芯金周囲のゴム材料にバリが生じたとしても、安定してゴムコーラの成形を行うことのできるゴムローラの押出し成形機を提供する。
【解決手段】ゴムローラの押出し成形機100は、芯金1を連続してクロスヘッド3に送り込むとともに、溶融状態のゴム材料2をクロスヘッド送り込み、ゴム形成体7をクロスヘッド3の出口3aから押し出す。押出し成形機3には、ゴム形成体7の外径を測定する外径測定器10と、各芯金1の端部が、外径測定装置10を通過する端部通過期間を測定する芯金位置計算器13と、が設けられている。また、芯金1とゴム材料2との少なくとも一方のクロスヘッド3への送り込み速度の制御を行う制御系は、フィードバック制御を、端部通過期間以外の期間に行う第1のモードと、該第1のモードとは異なる第2のモードと、により行う。端部通過期間以外の期間に端部通過期間に行う第1のモードによる制御を行う。
(もっと読む)
マグネットローラ成形用金型及びマグネットローラの製造方法
【課題】金型使用に伴う入れ子の取り替えによる製造コストを減少させることができる、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】マグネットローラ成形用金型10は金型本体11と、この金型本体11の端部と接続してマグネットローラの軸部を成形する軸金型12、13と、この金型本体11の中空部の周囲に配設され、当該中空部の長さ方向に延在する複数の磁力発生手段14とを備える。この軸金型13は、マグネットローラの軸部の周面を成形する部分が着脱可能な補強部材131よりなり、当該補強部材131よりなる部分とそれ以外の部分132とで分割可能な構造を有する。
(もっと読む)
マグネットローラ成形用金型
【課題】入れ子の軸心と金型本体の軸心との芯ずれを、煩雑なメンテナンスを必要とせず、シンプルな構造にて防止することができる、マグネットローラ成形用金型を提供する。
【解決手段】円筒状の中空部を有して、この中空部の長手方向の一端部に開口を有し、射出成形機に固定されて水平方向に保持される金型本体11と、この金型本体11の上記開口を有する一端部と接続する軸金型13と、この金型本体の中空部の周囲に配設され、当該中空部の長さ方向に延在する磁力発生手段14とを備えるマグネットローラ成形用金型10である。射出成型機の可動側部材に固定された金型本体11の他端部に対して、開口部を有する金型本体11の一端部に生じた中心軸のずれに合わせて、軸金型13は、中心軸が偏芯した形状を有している。
(もっと読む)
成形金型及びローラ製造方法
【課題】実質的にウェルドラインのない弾性層を軸体の周囲に形成できる成形金型及びローラ製造方法を提供すること。
【解決手段】軸体が内部に配置される筒状金型11と、成形材料が流通する注入孔31を有し、筒状金型11の一方の端部21に装着される第一端部金型15と、排出孔41を有し、筒状金型11の他方の端部22に装着される第二端部金型18とを備え、リングゲート51のゲート幅Gが0.2〜1.5mmの環状ランナー部6を注入孔31の下流側に有することを特徴とする成形金型1、並びに、成形材料を軸体の周囲に画成されたキャビティ5にゲート幅Gが0.2〜1.5mmの環状ランナー部6を経由して注入する工程を有することを特徴とするローラ製造方法。
(もっと読む)
クロスヘッドダイ、および導電性ゴムローラの製造方法
【課題】導電性ゴムローラの周方向における電気抵抗のムラを小さくする効果を高めることが可能なクロスヘッドダイを提供する。
【解決手段】外ダイ穴57と供給口50とが形成された外ダイ22と、外ダイ穴57に設置されたマンドレル21と、を有し、マンドレル21が、マニホールド部と、先端部とを有し、マニホールド部21aが、供給口50に対向した入口と、入口から流入したゴム組成物が流出する2つの出口と、を有する一対の溝と、下面に形成された半円状の溝65とを有し、先端部の外周面と外ダイ穴の内周面との隙間に第1の環状流路60と、第1の環状流路60よりも断面積が小さい第2の環状流路62と、をさらに有する。
(もっと読む)
転写ローラ、その製造方法および画像形成装置
【課題】低硬度で良好な密着性を有する転写ローラ、およびその転写ローラを装着した画像形成装置を提供する。
【解決手段】芯金の周りにポリウレタンフォーム層が成形型内で形成された転写ローラであって、該ポリウレタンフォーム層の表面の平均開口径(A)が0.05mm以上0.5mm以下であり、表面から1mm芯金側にある該ポリウレタンフォーム層の平均セル径(B)が0.1mm以上1.0mm以下、該ポリウレタンフォーム層の表面の平均セル壁(C)が0.03mm以上0.5mm以下である。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
マグネットローラ成形用金型およびマグネットローラの製造方法
【課題】金型本体の内周端部において摩耗が生じた場合でも、磁力特性に影響を与えることがなく、かつ、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】円柱状の本体部を有するマグネットローラを成形するキャビティ11を有する金型本体12と、金型本体の開口端を閉塞してキャビティ端面を画成する入れ子13とを備え、金型本体内に、キャビティ内に磁場を形成する複数の磁力発生手段14A〜14Dが、キャビティ周方向に沿って配列されたマグネットローラ成形用金型10である。少なくとも磁力の最も強い磁力発生手段14Aに対応するキャビティ周方向位置について、金型本体の開口端の内周縁部に、着脱可能な非磁性の補強部材17が配置されている。
(もっと読む)
連続繊維複合材料構造体およびその製造方法ならびにそれを用いた複合成形体
【課題】強度および剛性の高い複合材料構造体を精度良く高い生産性で提供する。
【解決手段】互いに実質的に平行に配列した連続繊維束と熱可塑性樹脂とからなる捩れを有する構造体であって、連続繊維束は座屈する事無く、連続繊維束の配向方向に直行する方向における構造体の幅方向の中心部を結んだ骨格線について、下記(A)および(B)
(A)1/(20×d)以上の捩率を有する部分を含み、
(B)1/(20×d)以上の捩率を有する部分の捩れ角の合計が60度以上である
(dは捩れを付与する前の、連続繊維の配向方向に直行する方向における構造体の幅)
を満足することを特徴とする連続繊維複合材料構造体。
(もっと読む)
1 - 10 / 251
[ Back to top ]