
国際特許分類[B32B21/13]の内容
処理操作;運輸 (1,245,546) | 積層体 (52,471) | 積層体,すなわち平らなまたは平らでない形状,例.細胞状またはハニカム状,の層から組立てられた製品 (52,471) | 本質的に木材,例.合板,単板,パーティクルボードからなる積層体 (474) | すべての層がもっぱら木であるもの (63)
国際特許分類[B32B21/13]に分類される特許
1 - 10 / 63
木質化粧板及びその製造方法
【課題】含水率の変化に対する高度の寸法安定性を有して反りや捩れなどの狂いによる表面層や中間層の剥がれ、割れが発生せず、含水率の変化による木質化粧板同士の突き上げや隙間の発生による不具合が起こらず、表面の傷や窪みが生じにくく、更に、高い意匠性を有して商品価値の高い木質化粧板及びその製造方法を提供する。
【解決手段】木質基板と、少なくとも1枚の薄単板からなる中間層と、他の薄単板からなる表面層とを積層してなる木質化粧板の製造方法において、表面層及び中間層を構成する木質材料に寸法安定化処理を施す寸法安定化処理工程と、木質基板と中間層と表面層とを積層する積層工程と、表面層の側から中間層に至ると共に当該中間層を超えない深度で切削された切削部位を形成する切削工程とを有している。
(もっと読む)
木材ベースの製品を製造する方法
【課題】ホルムアルデヒドを放出しない木材ベース製品を製造する
【解決手段】ゲル化されていないデンプンを水性相中に含む接着剤組成物を木材ベースの1以上の材料片上に施与し、そして上記木材ベースの1以上の材料片を1以上の更なる材料片と接合することを含み、上記組成物が、アミン基またはアミド基を含む1以上のポリマー(P)を約0.1〜約50重量%の量でさらに含む。
(もっと読む)
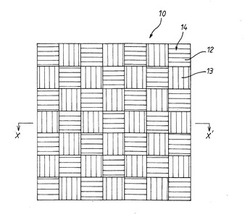
積層材

【課題】機械的積層構造によって表層塑性加工材の意匠面のカップ量を小さくしたこと。
【解決手段】木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.7以上とした表層塑性加工材SPWと、表層塑性加工材SPWの対向面の木目の長さ方向が互いに直交し、かつ、対向面の木目の長さ方向が互いに直交するように積層接着され、単板Wの厚みを2mm〜5mmの範囲内として表層塑性加工材SPWの片面に接合された内層合板IPWと、木材の厚みが加熱状態で圧縮され、圧密加工されて気乾比重を0.5以上とし、内層合板IPWがの表層塑性加工材SPW側の対向面の木目の長さ方向が互いに直交するように接合した1枚以上からなる塑性加工芯材NCWを具備するものである。
(もっと読む)
ベニヤ板用生単板の含水率補正脱水方法
【課題】複数の生単板から水分を絞る際に含水率のばらつきを補正しつつ脱水できる方法を提供する。
【解決手段】 高含水率で方形に形成された多数枚のベニヤ板用生単板を上下に積層することにより4角柱状の積層状生単板とし、その積層状生単板の互いに対向する2側面が上下方向の小口集合面を形成するように、該積層集合体を上下の盤部材の間に位置させる。さらに上下の盤部材を相対的に接近移動させることにより、前記積層状生単板を押圧し、その押圧により各小口面から押し出された水が積層状生単板の上下方向の小口集合面を伝って下方に滴り落ちる状態で、積層状生単板に加えていた押圧力を解除又は緩和することにより、各ベニヤ板用生単板の小口面及び内部の繊維が原形方向へ拡がって負圧状態となるようにし、その負圧により該小口面から内部への吸引作用を生じさせて、相対的に繊維内の含水率が低い生単板の繊維内へ水を吸引させる。これによって含水率のばらつきが小さくなるように補正しつつ脱水する。
(もっと読む)
積層材
【課題】傷跡や凹みが付き難く、十分な強度や剛性を有し、製品化後に周囲環境条件の変化に対する寸法形状変化の防止、低コスト化及び製造の容易化、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、厚みを2mm〜4mmの範囲内とした針葉樹単板を圧密加工して気乾比重を0.6以上とした塑性加工板材1または2以上からなり厚みを1mm以上とした塑性加工単板PWと各単板Wの厚みを2mm〜4mmの範囲内とした複数の非圧縮の針葉樹単板Wが接合面において互いの木目の長さ方向が直交するように複数枚積層接着された内層合板IPW2を、表面塑性加工材SPWに接合される接合側単板の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
積層材
【課題】環境条件が変化した場合の寸法変化を防止でき、低コスト化が可能であり、スギ材、ヒノキ材等の針葉樹の有効活用を図る。
【解決手段】木材の木目の長さ方向に対して垂直方向に加えた外力によって、木材の厚みが加熱圧縮され、圧密加工されて気乾比重を0.7以上とした表面塑性加工材SPWの片面側に、複数枚の非圧縮の針葉樹単板W(W1,W2,W3,W4,W5,W6)が互いの木目の長さ方向が直交するように6枚積層接着され、かつ、表面塑性加工材SPWに接合される接合側針葉樹単板W6以外の針葉樹単板W1,W2,W3,W4,W5の厚みを2mm〜4mmの範囲内にすると共に、接合側針葉樹単板W6は切削加工されてその厚みを針葉樹単板W1,W2,W3,W4,W5の厚みの1/4〜3/4の範囲内とした内層合板IPWを、その切削加工された面の木目の長さ方向が表面塑性加工材SPWの木目の長さ方向と直交するようにして接合した。
(もっと読む)
板状建材の製造方法及び板状建材
【課題】表面の溝部と表面側縁部の面取り部との色差を緩和し得る板状建材の製造方法及び板状建材を提供する。
【解決手段】板状建材の製造方法は、板状の基材10の表面側縁部の面取り部17に粗面処理を施した後に、この面取り部及び前記基材の表面に形成された溝部16を含み、当該基材の表面10aの全体に亘って塗装を施して板状建材1を製造する。
(もっと読む)
木質複合材の製造方法、及び木質複合材
【課題】樹脂と複合化していながら良好な木質感が維持され且つ高い耐久性を有する木質複合材が得られる木質複合材の製造方法を提供する。
【解決手段】本発明方法は、含水率が10質量%以下である第一の木質基材を用意する工程、前記第一の木質基材に、重量平均分子量1000以下の熱硬化性樹脂を含有し、且つ粘度が200mPa・s以下、固形分率が70質量%以上である第一液を含浸させる工程、前記第一の木質基材に、前記熱硬化性樹脂の硬化剤を含有する第二液を含浸させる工程、及び前記第一液及び第二液が含浸している前記第一の木質基材を加熱・加圧する工程を含む。
(もっと読む)
木質複合材の製造方法、及び木質複合材
【課題】樹脂と複合化していながら良好な木質感が維持され且つ高い耐久性を有する木質複合材が得られる木質複合材の製造方法を提供する。
【解決手段】本発明は、第一の木質基材に熱硬化性樹脂液を含浸させた後に前記第一の木質基材を加熱・加圧する工程を含む。前記工程において前記第一の木質基材の含水率が15〜60質量%である状態でこの第一の木質基材に前記熱硬化性樹脂液を含浸させる。前記熱硬化性樹脂液が重量平均分子量1000以下の熱硬化性樹脂を含有し、且つ前記熱硬化性樹脂液の粘度が200mPa・s以下、固形分率が70質量%以上である。
(もっと読む)
木質複合材
【課題】 生産効率が良く、心材の膨張および表面材の膨張によって側面材が外方に押し出され、木質複合材の角部に突出部分が生じることを防ぐことができ、製品品位の高い木質複合材を提供する。
【解決手段】 木質複合材を、長尺の木質材から成り、長手方向に垂直な断面形状が四角形の心材と、心材よりも密度の高い長尺の木質材から成り、心材の厚み方向の少なくとも一方の表面に接合される表面材と、心材よりも密度の高い長尺の木質材から成り、前記表面材が接合された心材の長手方向および厚み方向に垂直な幅方向の少なくとも一方の側面に接合される側面材とを含んで構成し、前記側面材に、表面材との境界線L1に向かって厚みが減少するテーパ部を形成する。
(もっと読む)
1 - 10 / 63
[ Back to top ]