
国際特許分類[B65B43/04]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料を包装するための機械,器具,装置または方法;荷解 (11,467) | 包装と関連する容器または入れ物の成形,繰出,開口または組立 (622) | ウエブからの平らな袋の形成 (17)
国際特許分類[B65B43/04]の下位に属する分類
二以上のウエブからのもの (2)
国際特許分類[B65B43/04]に分類される特許
1 - 10 / 15
種子梱包装置
【課題】作業員の労力を小さくすることができ、製造される種子ネットの品質を安定させることができる種子梱包装置を提供すること。
【解決手段】種子梱包装置1は、内部に種子が梱包され両端部がシール部材によって熱溶着された種子ネット4を製造するものであり、送出部10と、第1溶着部20とを備える。送出部10は、ネット部材2を送り出す部分である。第1溶着部20は、送出部10から送り出されるネット部材2を切断し、切断したネット部材2の一端部を溶着シール23及びネームシール24が重なり合う状態でヒータ22を用いて熱溶着して、一端部が閉じられたネット袋3を形成する部分である。この種子梱包装置1には、送出部10を覆うカバー53と、第1溶着部20のヒータ22が放出する熱をカバー53内に送り込む送り込み機構60とが設けられている。
(もっと読む)
製袋包装機

【課題】製袋部等のトラブルにより製袋包装機を運転停止した後の再起動時に、シール工程に停止していた袋体から良品袋を製作可能とする製袋包装機を提供すること。
【解決手段】ボトムシール装置50は、第1駆動ユニット25bのサーボモータ40の駆動制御により各レバーの内側に対向するように取り付けられた一対のシールバー57を開閉自在に設け、サイドシール装置65は、第2駆動ユニット25cのサーボモータの駆動制御により各レバーの内側に対向するように取り付けられた一対のシールバー72を開閉自在に設け、通常運転中には、何れのシール装置においてもシールバーの開度を小開放とし、包装機本体部及び/又は製袋部の運転停止時には、何れのシール装置においてもシールバーの開度を大開放とし、包装機本体部及び/又は製袋部の再起動時には、何れのシール装置においても少なくとも1回のヒートシールを施してから通常運転に復帰させる。
(もっと読む)
高速ポーチ製造機
Notice: Undefined index: from_cache in /mnt/www/gzt_ipc_list.php on line 285
自働包装機
【課題】今までの射出成型機から直接包装する装置は製品の方向がないので袋内で不定状態となり、製品の曲がりや、シール機での挟み等が起き不良が起った、又ロール状のシートの場合は包装機にシートを設定する場合に先に製袋機により袋を作成する必要があり、二度手間であった。製袋と包装を同時に解決するプラスチック射出成型用自働包装機を提供する。
【解決手段】原反ビニールシート1を本機の袋作成装置で作成し、射出成型機から放出された成型品を整列機に投入し、袋に投入する事により、成型品の曲がりがなくなり、シートの長さが旧機の半分になり、幅が狭くなったので、全体の梱包状態が小さくなり、袋のコストも半分になり、機械の停止も少なくなって生産性が上った。
(もっと読む)
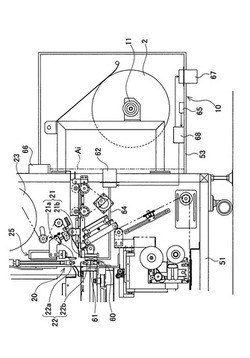
種子梱包装置
【課題】ネット屑の回収率を向上させると共に、切断された袋部材をカールさせにくい種子梱包装置を提供すること。
【解決手段】ロールに巻かれたネット原材51から切断された袋部材61の開口部を接合することにより種子を入れたネット袋62を製造するものであって、切断位置から次工程へ移動する袋部材61に接してガイドする移動ガイド1と、移動ガイド1の下方に配設されて袋部材61の切断により生じたネット屑を回収するダストパン60とを有する種子梱包装置50において、袋部材61が切断位置から次工程へ移動する移動方向に沿って移動ガイド1にスリット5を形成する。
(もっと読む)
製袋搬送装置
【課題】フィルムの指標が厳密に等間隔に配列されていなくても、フィルムから形成される封筒を、挿入物の移動に同期するよう連続搬送できる製袋搬送装置を提供する。
【解決手段】制御装置10は、位相差を打ち消す方向に、走行手段2の速度を加速、又は減速する。例えば、挿入物Sよりも封筒Eの位置が搬送方向に対して後退し(遅れ)ている場合、走行手段2の駆動源22の回転数を上昇させ、位相差がゼロになるまで走行手段2の牽体24を加速する。反対に、挿入物Sよりも封筒Eの位置が搬送方向に対して前進(先行)している場合、走行手段2の駆動源22の回転数を減少させ、位相差がゼロになるまで走行手段2の牽体24を減速する。
(もっと読む)
自動包装機
【課題】印字する部分に絵柄の下地色等が付いたチューブフィルムを使用して包装する場合であっても、正確な印字検査が行える印字検査装置を備えた自動包装機を提供する。
【解決手段】
本発明の自動包装機1によれば、印字テープTにおける印字後の透明部分(印字跡A)を検出する光学検出手段(印字検出装置5)を設けて、該光学検出手段が検出した信号に基づいて印字判定装置6が、印字が正常か否かを判断し、印字異常と判定した際には、少なくとも前記製袋装置2を停止させる信号をコントロール装置6が出力するようにした。これにより、印字が正常か否かを判定するに際しては、前記印字テープにおける印字後の透明部分の有無等によって行うことができるので、従来のようなビデオカメラで撮像したイメージ画像を基にした印字検査手法よりも、検査精度がよく、また、検査装置等の構成も簡単である。
(もっと読む)
熱可塑性樹脂の袋を製造、充填する装置
【課題】熱可塑性ザックを製造、好ましくは更に、充填、シールする装置を提供する。
【解決手段】上記装置は、熱可塑性樹脂のインフレートフィルムウエブ5を前方に間欠的に引き、そしてインフレートフィルムウエブ5を、その前端に横溶着部を作り且つ把持・搬送機構より上でインフレートフィルムウエブ5を切断して管状セグメント21にする横方向溶着・横方向切断機構の中に上下方向に垂らして供給するための前方引きユニット6を有する。インフレートフィルムウエブ5の前端を、迅速に、しかもぐにゃぐにゃして一方の側にそれることなしに、横方向溶着・横方向切断機構の中に通して伸ばし垂らし位置にするために、インフレートフィルムウエブ21の供給経路と平行な壁が設けられ、壁の上方又はこの壁の頂部領域で、供給方向に面したブローエアノズルが壁と供給経路との間に設けられる。
(もっと読む)
長尺物の包装装置並びに該包装装置を用いた長尺物の包装システム
【課題】作業効率に優れた長尺物の包装装置並びに該包装装置を用いた包装システムを提供する。
【解決手段】長尺物Aを袋体Yで包装するのに用いられる包装装置10であって、外面に袋体Yが装着可能で、且つ、内部に長尺物Aが挿通可能である筒状の包装装置本体22と、包装装置本体22の開口端部22a,22bが向く方向を袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替える切替機構24とを備える。この発明では、袋体Yの装着並びに長尺物Aの挿通が行われる包装装置本体22の開口端部22a,22bが向く方向を切替機構24によって袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替えることができるので、袋体Yの装着作業或いは長尺物Aの挿通作業の度に包装装置本体22の位置調整を行う必要はない。
(もっと読む)
エアバッグ付き袋及びその製造方法並びにエアバッグ付き袋への気体封入方法及びエアバッグ付き袋の包装方法
【課題】内袋2と外袋3からなり、内袋と外袋の間にエアバッグ部14,15が構成されたエアバッグ付き袋1について、エアバッグ部への気体封入を含む包装工程全体を自動化するに適した構造とする。
【解決手段】内袋2は上縁に開口を有し、該上縁において内袋のフィルム4,5と外袋のフィルム6,7が片側ずつ互いにシールされ(シール部8,9)、両側縁及び下縁において内袋と外袋が一緒にシールされている(シール部11〜13)。外袋の両フィルムの上縁側コーナー近傍に、気体吹き込み用の切り込み18,19が形成され、シール部8,9に連なる補助シール部16,17が形成されている。切り込みを通してエアを吹き込んだ後、サブグリッパー51,52で挟持して流通路21,22を閉じ、切り込みを含む袋口全体をシールする。
(もっと読む)
1 - 10 / 15
[ Back to top ]